Jet Tools sc1: AB
AB: Jet Tools sc1
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
–
72
–
6.2.3 Uso corretto delle lame
circolari
Assicurarsi che la macchina sia
ben piazzata in modo da evitare
dannose vibrazioni.
Evitare di ritirare il materiale quan-
do il taglio è già iniziato; procedere
con un avanzamento continuo
senza strappi.
La velocità di avanzamento del
pezzo contro la lama, special-
mente in corrispondenza dei nodi,
non deve essere veloce e deve
essere rapportata allo spessore
dello stesso.
Non fare sostare i pezzi fra guida
sega e lama
Rimuovere sempre i rifi li che si
creano durante la lavorazione in
quanto potrebbero inserirsi fra
la lama e il copriforo creando
danni alla macchina o pericolo per
l'operatore.
Prima di eseguire la rimozione
spegnere la macchina e attendere
che la lama sega sia ferma.
Non urtare le placchette contro
oggetti metallici.
Quando i taglienti perdono il fi lo,
riaffi lare subito la lama.
Pulire spesso il corpo d’acciaio e
le placchette dalle incrostazioni
usando gli appositi liquidi in com-
mercio. Lasciare a bagno la lama,
poi pulire con spazzola vegetale.
Non usare spazzole metalliche.
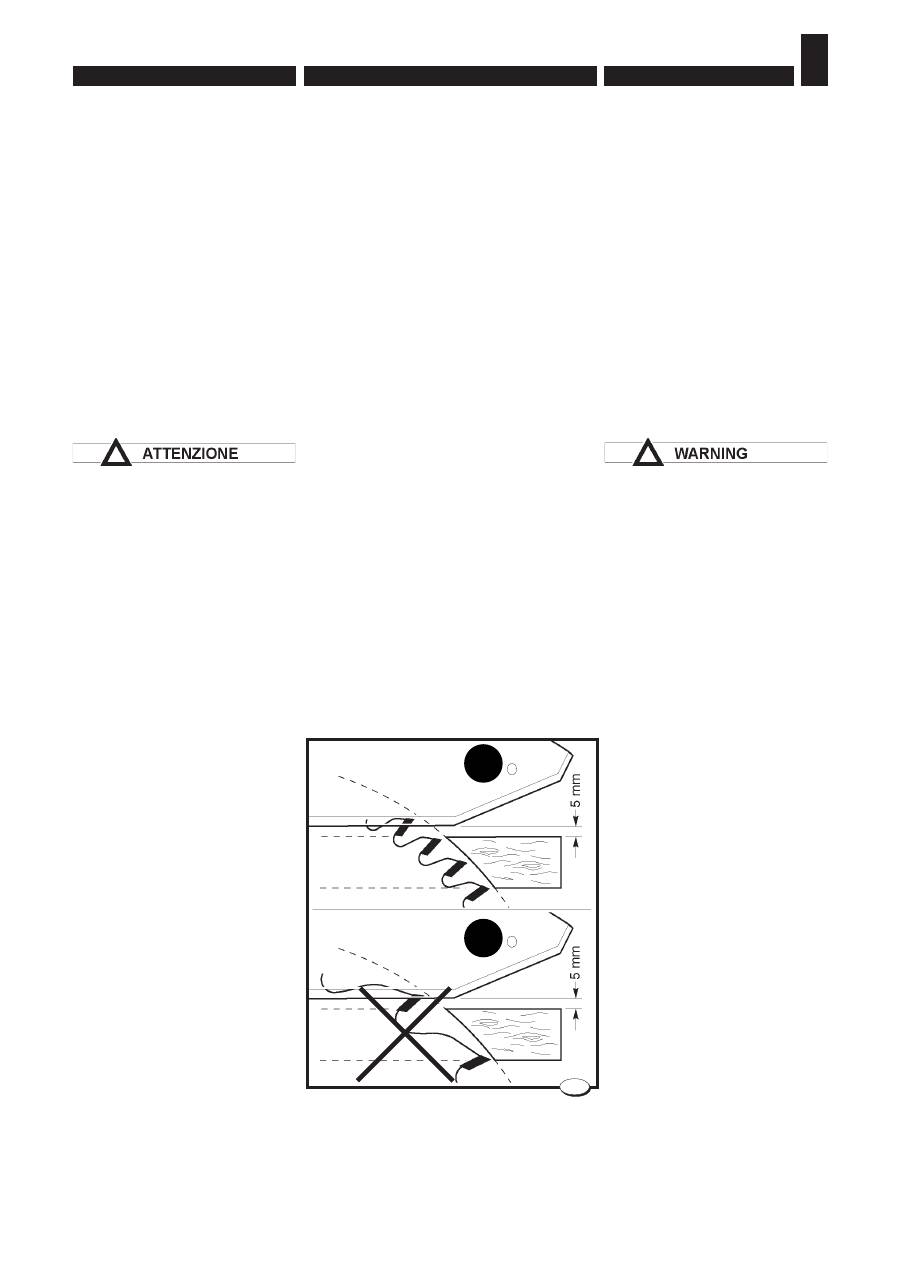
Scegliere la dentatura ricordando
che per avere un buon taglio è ne-
cessario che almeno 2-3 taglienti
lavorino nello stesso tempo
A
(fi g. 9). Se lavora un solo tagliente
B
(fi g.9) non si ottiene un buon
taglio.
È inoltre importante, quando è pos-
sibile, sollevare la lama fi no a fare
sporgere dallo spessore del legno
tutto il tagliente del dente.
6.2.3 Correct use for circular
saw
First make sure that the machine
does not vibrate.
Do not try to take off the material
when the cut has already started;
proceed with a continuous and
uniform speed.
Workpiece feeding towards the
blade (especially where there are
knots) should not be too fast (fee-
ding speed should be in accordan-
ce with workpiece thickness).
Do not let workpieces stop betwe-
en the saw fence and the blade.
Always remove any trimmings
produced during machining
because trimmings interposed
between the blade and the hole
covers might damage the machine
or be a source of danger for the
operator.
Turn off the machine and wait for
the cutting blade to stop before
removing.
Avoid contact of the tips against
metallic objects.
When necessary sharpen the saw
blade.
Often clean the steel body and the
tips with proper liquid products.
Let the saw blade in the bath,
then clean it with brush: don’t use
metallic brushes.
As regards the toothing at least
2-3 teeth shall cut at the same time
A
(fi g. 9).
If only one tooth cuts
B
(fi g. 9) you
don’t get a good cutting.
Whenever this is possible, it is
also critical to lift the blade until the
whole tooth cutting part protrudes
from the wood thickness.
024_057_0.tif
9
A B

- 73 -
РАБОЧИЕ ПРОЦЕДУРЫ
• NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
6.2.3 Правильное
использование пильных
дисков
Во избежание вредных вибраций
у б ед и т ь с я в п р а в и л ь н о с т и
установки станка.
Не убирать материал, когда
процесс распила уже был начат.
Подавать заготовку с постоянной
скоростью, без рывков.
Скорость подачи заготовки на
пилу, в особенности, в местах
сучков, не должна быть слишком
высокой. Скорость подачи зависит
от толщины заготовки.
Н е з а д е р ж и в ат ь з а гот о в к и
в п р о с т р а н с т в е м е ж д у
н а п р а вл я ю щ е й л и н е й к о й и
пильным диском.
Убирать обрезки, образующиеся
в процессе раскроя - они могут
попасть в промежуток между
пилой и крышкой, что создаст
проблемы для работы станка и
угрозу для оператора.
Перед началом процедуры
по извлечению обрезков
отключить станок и дождаться
остановки пилы.
Избегать соударения режущих
н а п а е к с м ет а л л и ч е с к и м и
деталями.
П р и з а т у п л е н и и р е ж у щ и х
элементов немедленно заточить
пилу.
Регулярно очищать стальной диск
и напайки пилы от отложений,
используя доступные в продаже
с п е ц и а л ь н ы е о ч и щ а ю щ и е
жидкости. Сначала замочить пилу
в жидкости, затем, очистить ее
щеткой с растительным ворсом.
Не использовать металлических
щеток.
При выборе числа зубьев пилы
исходить из принципа, что для
качественного реза необходимо,
чтобы одновременно работали
не менее 2-3 резцов A (рис. 9).
При работе лишь одного резца
B (рис.9) качество реза не будет
высоким.
При возможности надлежит
поднять пилу на такую высоту,
чтобы в верхнем положении резец
зуба полностью выступал над
заготовкой.
6.2.3 Utilisation correcte des
lames
S’assurer de la bonne stabilité de la
machine, afi n d’éviter toutes vibra-
tions.
Eviter d’enlever le matériau lorsque le
sciage est en cours; l’avance doit être
continue et exempte d’àcoup.
La vitesse d’avance de la pièce con-
tre la lame, pariculièrement sur les
noeuds, doit être modérée et com-
parée à l’épaisseur la pièce-même.
Ne jamais écarter les pièces entre
guide scie et lame.
Toujours enlever les ébarbures
formées pendant l’usinage, car
elles pourraient s’introduire entre
lame et dispositif de couverture
du trou, ce qui endommagerait la
machine ou créerait des situations
de danger pour l’opérateur.
Avant d'effectuer le retrait, éteindre
la machine et attendre l'arrêt
complet de la lame.
Les plaquettes ne doivent jamais
venir en contact avec des objets
métalliques. Lorsque les arrêtes
tranchantes perdent le fi l, réaffûter
im-médiatement la lame.
Débarasser la lame d’acier et les pla-
quettes des incrustations avec des
dissolvants vendus en commerce.
Laisser tremper la lame et la nettoyer
à l’aide d’une brosse végétale. Ne ja-
mais utiliser de brosse métallique.
Choisir la denture en tenant compte
que pour obtenir un bon sciage au
moin 2-3 tranchants doivent travailler
simultanément
A
(fi g. 9).
Si seule una arête tranchante tra-
vaille
B
(fi g. 9) la coupe n’est pas
bonne.
Il est aussi important, lorsque possi-
ble, de soulever la lame jusqu’à faire
sortir de l’epaisseur du bois tout le
tranchant de la dent.
6.2.3 Uso correcto de las hojas
circulares
Asegurarse de que la máquina esté
posicionada correctamente, con el fi n
de evitar vibraciones peligrosas.
Evitar el retiro del material durante
la operación de corte; es necesariò
seguir con un avance continuo sin
tirones.
La velocidad de avance de la pieza
contra la hoja, especialmente donde
se hallan los nudos, no debe ser
veloz, ni debe depender del espesor
de la pieza.
No dejar las piezas detenidas entre
la guía sierra y la hoja.
Eliminar siempre los recortes que
se forman durante el trabajo, ya que
podrían colocarse entre la hoja y la
protección del agujero causando
daños a la máquina o situaciones de
peligro para el operador.
Antes de retirar los paneles es
necesario apagar la máquina
y esperar que la sierra se haya
detenido.
No chocar las placas con objetos
metálicos.
Cuando los fi los cortantes pierden
el hilo, reafi lar inmediatamente la
hoja.
Limpiar a menudo las incrustaciones
del cuerpo de acero y de las placas
empleando los líquidos disponibles en
comercio. Dejar la hoja en el líquido,
luego limpiar con una escobilla vegetal.
No utilizar escobillas de alambre.
Durante la elección del dentado, recor-
dar que con el fi n de obtener un corte
correcto, es necesario el trabajo de
2-3 fi los cortantes a la vez
A
(fi g. 9).En
caso de trabajo de un sólo fi lo cortante
B
(fi g. 9), el corte no será perfecto.
Además es muy importante, cuando
sea posible, elevar la hoja hasta
cuando toda la parte cortante del
diente sobresale desde el espesor
de la madera.
ВНИМАНИЕ

7.
ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISH
ITALIANO
–
74
–
É obbligatorio prima di ogni
intervento di manutenzione
mettere a O l'interruttore generale
e scollegare la spina dalla presa.
7.1. CINGHIE TRAPEZOIDALI
- SOSTITUZIONE E TEN-
SIONAMENTO
Verifi care il grado di tensionamento
dopo le prime 10 ore di funziona-
mento della macchina.
Dei controlli periodici dovranno es-
sere effettuati sulla cinghia almeno
ogni 6 mesi.
Non eccedere nel tensionamento
delle cinghie per non sovraccari-
care i cuscinetti.
L’eccessivo tensionamento, pro-
voca lo stiramento delle cinghie,
surriscaldamento e la rapida di-
struzione delle stesse.
Verificare almeno una volta al
mese il tempo di arresto dell'albero
pialla,della lama sega con utensile
e velocita' massima ammessa;
se il tempo di arresto supera i 10
secondi intervenire tensionando
o sostituendo le cinghie (nel caso
siano rovinate) come indicato nei
paragrafi che seguono.
A regolazione eseguita verifi care
nuovamente il tempo di arresto.
Before starting any servicing,
the main switch must be set to O
and the plug disconnected from
socket.
7.1. V-BELT REPLACEMENT
AND TIGHTENING
Check the belt tension after the fi rst
10 hours of machine operation.
At least every 6 months,it is neces-
sary to perform a periodical check
on the belt.
Do not overstretch the belts not to
overload the bearings.
Overstretching may overheat and
destroy the belts.
At least once a month, verify the
stopping time of the saw blade with
the maximum allowed tool and
speed; if stopping time is above
10 seconds, intervene tensioning
or replacing the belts (if they are
ruined) as indicated in the following
paragraphs.
After the adjustments have been
made, again check the stopping
time.

–
75
–
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО
• NORMES POUR L'ENTRETIEN
EXIGENCIAS PARA EL MANTENIMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
Перед началом любых действий
по техническому обслуживанию
необходимо перевести в
положение O выключатель
питания и отсоединить вилку от
розетки.
7.1. КЛИНОВИДНЫЕ РЕМНИ –
ЗАМЕНА И ПОДТЯЖКА
Проверить натяжение приводных
ремней после первых 10 часов
работы станка.
Состояние приводного ремня
следует проверять не реже одного
раза за 6 месяцев.
Не перетягивать ремни, так как это
приводит к повышенной нагрузке
на подшипники.
Избыточное натяжение приводит к
растяжению ремней, их перегреву
и быстрому износу.
Не реже раза в месяц необходимо
проверять время остановки
ножевого вала и пилы (при
установленных инструментах и
максимально допустимой скорости
вращения). Если время остановки
превышает 10 секунд, надлежит
подтянуть или заменить ремни
(в случае сильного износа), как
описано в следующих параграфах.
После завершения процедуры
выполнить повторную проверку
времени остановки.
Il est obligatoire, avant de
tout réglage, de mettre sur O
l’interrupteur général et de
débrancher la fi che de la prise.
7.1. COURROIES TRAPE-
ZOIDA-LES - REMPLA-
CEMENT ET MISE SOUS
TENSION (fi g. 1)
Contrôler la tension des courroies
après les dix premières heures de
fonctionnement de la machine.
Il faut vérifi er la performance de la
courroie au moins tous les 6 mois.
La tension des courroies ne devra
pas être excessive pour ne pas sur-
charger les paliers.
Une tension excessive entraîne
l’étirement des courroies, elles se
surchauffentet elles se détériorent
rapidement.
Vérifi er au moins une fois par mois
le temps d’arrêt de la lame de la scie
avec l’outil et la vitesse maximum
admise; si le temps d’arrêt dépasse
10 secondes intervenir en tendant ou
en substituant les courroies (si elles
sont endommagées) comme indiqué
dans les paragraphes qui suivent.
Après le réglage contrôler de nou-
veau le temps d’arrêt.
Antes de efectuar cualquier
regulación, es obligatorio poner
el interruptor general en pos. O y
desconectar el enchufe de la toma.
7.1. CORREAS TRAPEZOI-
DALES - SUSTITUCION Y
TENSION (fi g. 1)
Verifi car el grado de tensión después
de las primeras 10 horas de funcio-
namiento de la máquina.
Cada 6 meses es necesario controlar
periódicamente la correa.
No excederse en la tensión de las
cintas para no sobrecargar los co-
jinetes.
La excesiva tensión provoca el esti-
ramiento de las correas, el recalen-
tamiento y la rápida destrucción de
las mismas.
Controle por lo menos una vez al mes
el tiempo de parada de la hoja sierra
con herramienta y velocidad máxi-
ma admitida; si el tiempo de parada
supera los 10 segundos intervenga
otorgando tensión o sustituyendo
las correas (en el caso que se hayan
arruinado) como se indica en los
párrafos a continuación.
Una vez efectuada la regulación
comprobar de nuevo el tiempo de
parada.
ВНИМАНИЕ
7.
ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISH
ITALIANO
–
76
–
040_065_0.tif
1
A
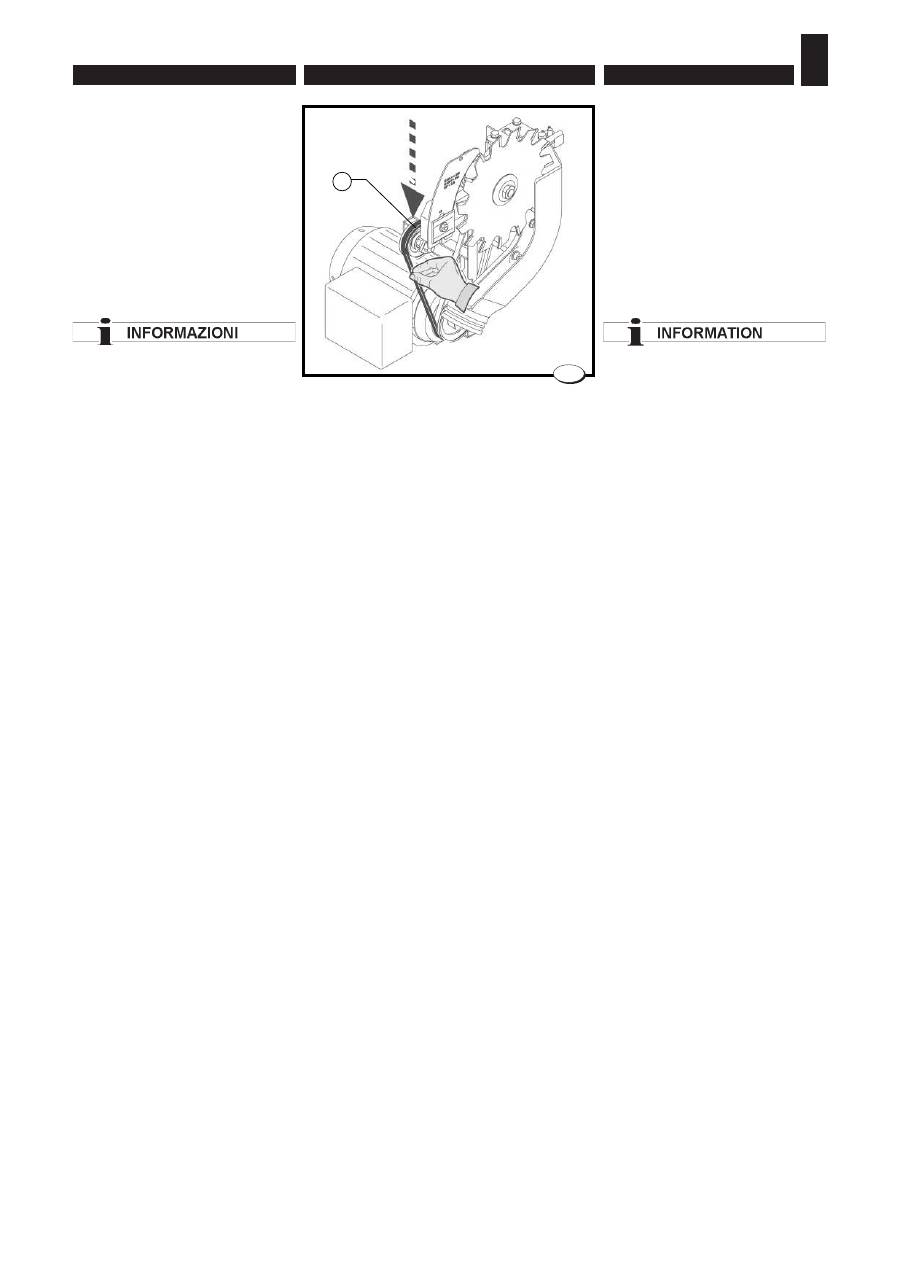
7.1.1 Cinghie trasmissione
sega (fi g.1)
– Aprire lo sportello.
– Abbassare completamente la
lama sega.
– Spingere il tenditore
A
verso il
basso e sfi lare la cinghia.
– Inserire la nuova cinghia.
Il giusto tensionamento della
cinghia è assicurato dal gruppo
tendicinghia A e non necessita di
alcuna regolazione.
7.2. VERIFICA DISPOSITIVI
DI SICUREZZA
La sicurezza della macchina è
conseguenza diretta dello stato di
effi cienza dei dispositivi di sicurez-
za utilizzati.
Controllare ogni 2 settimane i di-
spositivi seguenti :
- verifi care che i micro di sicurezza
descritti nel cap. 2 funzionino
correttamente
(USA und CA-
NADA -Version).
- verifi care che premendo il pul-
sante di emergenza (vedi cap.6)
i motori si arrestino.
- accertarsi del buono stato delle
protezioni (vedi cap.6) verifi can-
do che funzionino correttamente
e che assicurino una protezione
effi cace.
7.1.1 Saw driving belts (fi g. 1)
– Open the door.
– Lower the saw blade as far as it
will go.
– Push the tensioning rod
A
down
and extract the belt.
– Fit a new belt.
Correct belt tension is guaranteed
by the belt tensioning unit A and
there is no need for adjustments.
7.2. CHECKING THE SAFETY
DEVICES
The safety of the machine is a
direct consequence of the state
of effi ciency of the safety devices
used.
Every 2 weeks check the following
devices:
- Check that the safety micro-
switches described in Chap. 2
function properly
(U.S.A. and
CANADA version).
- Check that the motors stop when
you press an emergency stop
button (see chapter 6).
- Check the good state of the saw,
router (see Chap. 6), checking
that they function properly and
that they assure effi cient protec-
tion.

–
77
–
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО
• NORMES POUR L'ENTRETIEN
EXIGENCIAS PARA EL MANTENIMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
7.1.1
Приводные ремни пилы
(рис. 1)
– Открыть дверцу.
– Опустить пилу в крайнее
нижнее положение.
– Оттянуть вниз натяжитель A
и снять ремень.
– Надеть новый ремень
Правильное натяжение
ремня обеспечивается
натяжителем A, регулировка
натяжения не требуется.
7.2. ПРОВЕРКА УСТРОЙСТВ
БЕЗОПАСНОСТИ
Безопасность станка является
прямым следствием исправности
применяемых в нем устройств
безопасности.
Раз в две недели надлежит
выполнять следующие проверки
устройств безопасности:
- П р о в е р и т ь п р а в и л ь н о с т ь
работы микровыключателей
безопасности, описанных в главе
2 (исполнение для США и Канады).
- Проверить, что при нажатии
а в а р и й н о й к н о п к и ( с м .
главу 6) двигатели станка
останавливаются.
- Убедиться в исправности
ограждений (см. главу 6).
7.1.1 Courroies de transmission
scie (fi g. 1)
– Ouvrir le portillon.
– Faire descendre complètement la
lame scie.
– Pousser le tendeur
A
vers le bas
et extraire la courroie.
– Installer la nouvelle courroie.
Le tendeur de courroie A fait en
sorte que la courroie soit toujours
correctement tendue ; elle ne
requiert donc aucun réglage.
7.2. VERIFICATION DES DI-
SPOSITIFS DE SECURITE
La sécurité de la machine dépend
directement du bon fonctionnement
des dispositifs de sécurité utilisés.
Contrôler toutes les 2 semaines les
dispositifs suivants:
- vérifi er que les microcontacts de
sécurité décrits au chap. 2 fon-
ctionnent correctement;
(version
U.S.A. et CANADA).
- Vérifi er si en pressant le bouton
d'arrêt d'urgence (voir rubr. 6), les
moteurs s'arrêtent.
- s’assurer du bon état des protec-
tions de la scie (voir chap. 6) en
contrôlant qu’elles fonctionnent
correctement et assurent une
protection effi cace.
7.1.1 Correas de transmisión
sierra (fi g. 1)
– Abrir la puerta.
– Bajar por completo la hoja de la
sierra.
– Empujar el tensor
A
hacia abajo y
sacar la correa.
– Insertar la nueva correa.
El tensado adecuado de la correa
está asegurado por el grupo tensor
de correa A y no precisa ningún
ajuste.
7.2. COMPROBACION DISPO-
SITIVOS DE SEGURIDAD
La seguridad de la máquina es una
consecuencia directa del estado
de efi cacia de los dispositivos de
seguridad utilizados.
Controlar cada dos semanas los
siguientes dispositivos:
- comprobar que los microinterrup-
tores de seguridad descritos en el
cap. 2 funcionen correctamente
(versión U.S.A. y CANADA).
- Asegurarse que al presionar el
botón de emergencia (véase el
cap.6) los motores se paren.
- asegurarse del buen estado de
las protecciones de la sierra,
(véase cap. 6) comprobando que
funcionen correctamente y que
aseguren una protección efi caz.
ИНФОРМАЦИЯ
7.
ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISH
ITALIANO
–
78
–
040_067_1.tif
3
B
A
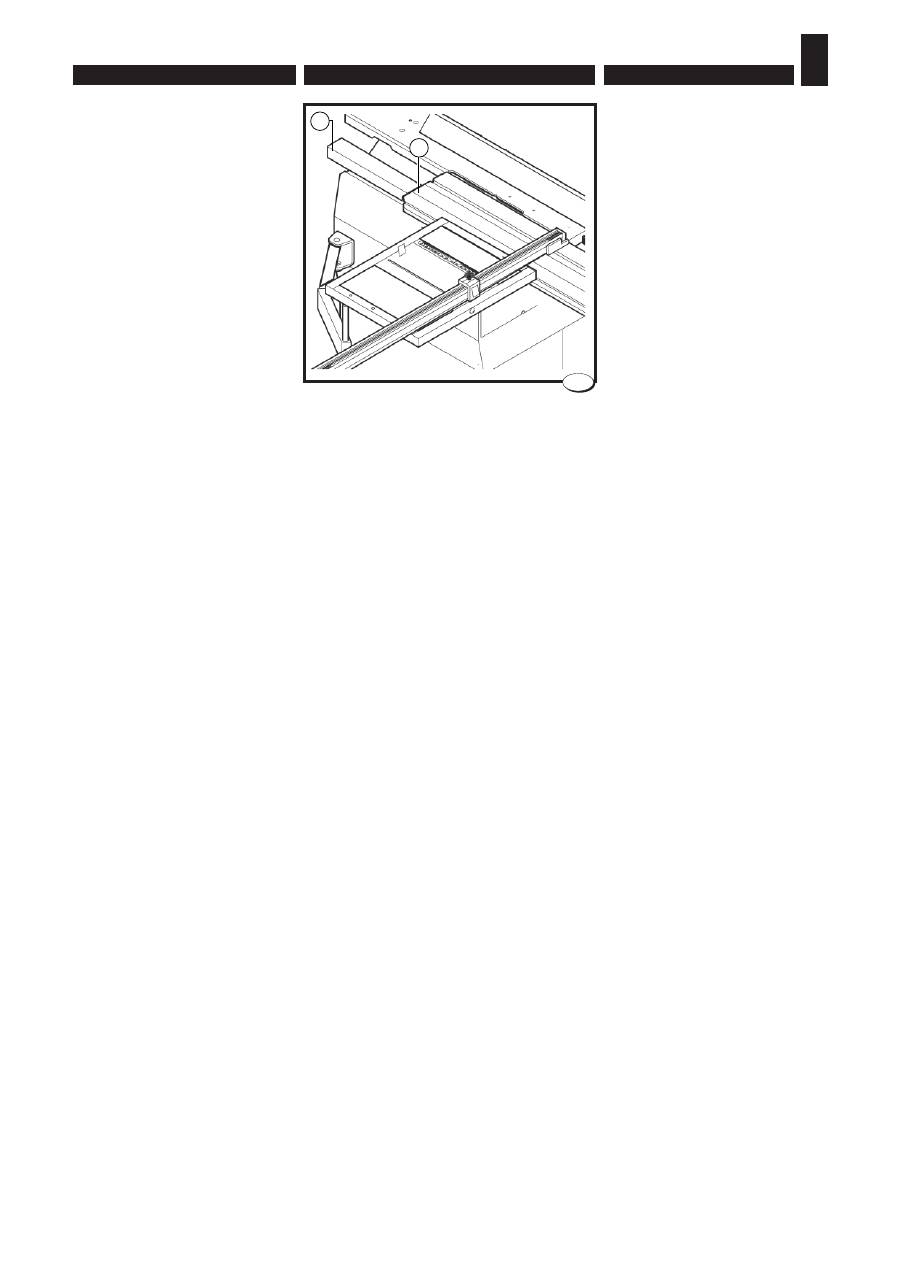
7.3. OVERALL CLEANING
After each working cycle, thorou-
ghly clean the machine and all of
its parts, vacuum the shavings
and dust and remove any resin
residues.
Use compressed air only when
strictly necessary, using protective
glasses and a mask.
In particular, clean the following
parts (Fig. 2):
1)
the wagon sliding rail
A
;
2)
the wagon grooves
B
;
Use compressed air when ne-
cessary, using low pressure
guns and wearing protective
glasses and a mask.
Clean the whole inside of the
machine and all the various parts
regularly and whenever necessary.
7.4. GENERAL LUBRICATION
Weekly clean and lubricate all the
mobile couplings of the machine
with a thin fi lm of oil and grease.
Do not lubricate the carriage.
Protect all belts and pulleys to
avoid contamination with oil.
7.3. PULIZIA GENERALE
Dopo ogni ciclo di lavoro, pulire
accuratamente la macchina e tutti
i suoi organi, aspirando trucioli e
polvere, e rimuovere eventuali
residui di resina.
In particolare pulire le seguenti
parti (fi g.2):
1)
la rotaia
A
di scorrimento del
vagone;
2)
le scanalature
B
del vagone.
Usare l'aria compressa solo
quando è strettamente neces-
sario, facendo uso di pistole a
bassa pressione e di indossare
occhiali di protezione e ma-
scherina.
Periodicamente, quando neces-
sario, completare la totale pulizia
all'interno della macchina e di tutti
i suoi organi.
7.4. LUBRIFICAZIONE
GENERALE
Pulire settimanamente e lubrifi care
con un leggero velo di olio e grasso
tutti gli accoppiamenti mobili della
macchina.
Non lubrifi care il carro vagone.
Proteggere tutte le cinghie e le
puleggie per evitarne la possibile
contaminazione con il lubrifi cante.

–
79
–
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО
• NORMES POUR L'ENTRETIEN
EXIGENCIAS PARA EL MANTENIMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
7.3. УБОРКА СТАНКА
П о с л е к а ж д о г о р а б о ч е г о
цикла надлежит проводить
тщательную уборку станка от
пыли, стружки и смолы.
В ч а с т н о с т и , н е о бх о д и м о
очищать следующие элементы
(рис. 2):
1)
н а п р а в л я ю щ а я
A
линейного перемещения каретки;
2)
пазы B на каретке.
Использовать сжатый воздух
только, когда это строго
н е о б х о д и м о , п о л ь з у я с ь
пистолетами низкого давления,
а также носить защитные очки
и маску.
По необходимости следует
проводить генеральную уборку
внутренних органов станка.
7.4. СМАЗКА СТАНКА
Е ж е н е д е л ь н о о ч и щ а т ь и
смазывать тонким слоем масла
или консистентной смазки все
механизмы станка.
Не смазывать каретку.
Защитить все приводные ремни
и шкивы от загрязнения смазкой.
7.3. NETTOYAGE GENERAL
Après chaque cycle d’usinage, net-
toyer minutieusement la machine et
tous ses organes, en aspirant les co-
peaux, la poussière et en éliminant
les éventuels résidus de résine.
N’utiliser de l’air comprimé que lor-
sque c’est strictement nécessaire et
en portant des lunettes de protection
et un masque.
En particulier, nettoyer les parties
suivantes (fi g.2):
1)
le rail
A
de coulissement du cha-
riot;
2)
les cannelures
B
du chariot;
N’utiliser de l’air comprimé que lor-
sque c’est strictement nécessaire et
en portant des lunettes de protection
et un masque.
Périodiquement, quand c'est néces-
saire, effectuer le nettoyage en
profondeur de la partie interne de
la machine et de tous ses organes.
7.4.
GRAISSAGE GENERAL
Nettoyer chaque semaine et lubri-
fi er avec un léger fi lm d’huile et de
graisse tous les accouplements
mobiles de la machine.
Ne pas lubrifi er le chariot-wagon.
Protéger toutes les courroies et les
poulies pour ne pas les salir avec
le lubrifi ant.
7.3. LIMPIEZA GENERAL
Tras cada ciclo de trabajo, limpiar
bien la máquina y todas sus partes,
aspirando las virutas y el polvo y
eliminando también los eventuales
residuos de resina.
Usar aire comprimido sólo cuando
sea verdaderamente necesario,
utilizando gafas de protección y
mascarilla.
En especial, limpiar las siguientes
partes (fi g. 2):
1)
El carril
A
de deslizamiento del
vagón.
2)
Las ranuras
B
del vagón.
Use el aire comprimido sólo cuando sea
estrictamente necesario, haciendo
uso de pistolas de baja presión y pón-
gase gafas de protección y máscara.
Al menos una vez cada 6 meses, o
cada 500 horas, quitar los cárteres
laterales para completar la limpieza
total de la máquina y de todos sus
órganos.
7.4. LUBRICACION GENERAL
Limpiar semanalmente todos los
acoplamientos móviles de la máqui-
na y lubricarlos con una fi na película
de aceite y grasa.
No lubrifi car el carro vagón.
Proteger todas las correas y las
poleas para evitar una posible con-
taminación con el lubricante.
7.
ESIGENZE DI MANUTENZIONE • MAINTENANCE REQUIREMENTS
ENGLISH
ITALIANO
–
80
–
7.5. SOSTITUZIONE E SMAL-
TIMENTO
Qualora fosse necessario, le parti della
macchina devono essere sostituite con
componenti originali di fabbricazione al
fi ne di garantire la loro effi cacia.
Sul catalogo parti di ricambio
con la lettera "C" sono stati
contrassegnati i codici dei ricambi
che incidono sulla sicurezza e sulla
salute degli operatori.
Questi ricambi possono essere in-
stallati anche da personale esperto
incaricato dall'utilizzatore.
Per tutti gli altri ricambi, rivolgersi
al SERVICE del Concessionario/
Rivenditore del Fabbricante oppure
contattare direttamente il SERVICE
del Fabbricante.
Per la rimozione della macchina scolle-
garla dall'impianto elettrico e da quello
pneumatico ed attenersi alle istruzioni
dei paragrafi per il sollevamento.
In caso di una prolungata inattività del-
la macchina, scollegarla dall'impianto
elettrico, eseguire una pulizia accurata
nel modo come già detto per la pulizia
ordinaria e coprire i piani di lavoro, di
scorrimento e alberi portautensili con
protettivo antiruggine.
Non immagazzinare la macchina in
ambienti umidi e proteggerla dagli
agenti atmosferici.
La macchina è costruita con materiali
non tossici nè nocivi; in caso di demo-
lizione separare i materiali ferrosi da
quelli plastici ed avviarli alla rispettiva
rottamazione.
E' obbligatorio che gli operatori
addetti alla moviemntazione ed
i manutentori utilizzino i DPI
previsti in base ai rischi relativi
al tipo d'impiego e conformi alle
leggi e normative vigenti.
7.5. REPLACEMENT AND DI-
SPOSAL
Should replacement become ne-
cessary, the machine parts must
be replaced with original compo-
nents in order to guarantee their
effi ciency.
In the spare parts catalogue the
letter "C" indicates the codes of
spare parts which affect operator
health and safety.
These spare parts can be installed
by expert personnel instructed by
the user.
For all other spare parts contact
the Manufacturer's Dealer SERVI-
CE or contact the Manufacturer's
SERVICE directly.
To remove the machine, di-
sconnect it from the electric and
pneumatic system. Follow the
instructions in chap. 4.
In case of extended inactivity of
the machine, disconnect it from the
electrical and pneumatic system.
Thoroughly clean it as already de-
scribed for ordinary cleaning and
cover the work and sliding tables
and the tool holder spindles with
antirust protection. Do not store the
machine in humid environments
and protect it from atmospheric
agents.
The machine is constructed in non-
toxic unharmful materials. In case
of demolition, separate the ferrous
material from the plastic materials
and send them to the respective
scrap yards.
The operators moving the
machine and the maintenance
personnel must wear the IPE
required for the risks involved
with the type of use and in
compliance with the applicable
laws and standards.
–
81
–
7.
ПРОЦЕДУРЫ ТЕХНИЧЕСКОГО
• NORMES POUR L'ENTRETIEN
EXIGENCIAS PARA EL MANTENIMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
7.5.
ЗАМЕНА И УТИЛИЗАЦИЯ
ДЕТАЛЕЙ
Для замены деталей станка должны
использоваться оригинальные
запчасти изготовителя.
ВНИМАНИЕ
В каталоге запчастей буквой "C"
помечены коды тех деталей,
которые непосредственно влияют
на безопасность и здоровье
операторов.
Д а н н ы е
д е т а л и
м о г у т
у с т а н а в л и в а т ь с я , в т о м
числе опытным персоналом,
п р и вл е к а е м ы м вл а д ел ь ц е м
станка.
Д л я з а м е н ы о с т а л ь н ы х
деталей следует обращаться
в
С Е Р В И С
д и л е р а /
дистрибьютора Изготовителя
либо непосредственно в СЕРВИС
Изготовителя.
Для демонтажа станка отсоединить
его от электро- и пневмосети и
далее следовать инструкциям
п а р а г р а ф а , п о с в я щ е н н о г о
подъему станка.
Если планируется длительный
простой станка, отсоединить
его от электросети, выполнить
тщательную уборку, как указано
в соответствующем параграфе,
и покрыть поверхности столов,
п о в е р х н о с т и с к о л ь ж е н и я
и и н с т р у м е н т а л ь н ы е в а л ы
с р ед с т в о м д л я з а щ и т ы от
ржавчины.
Не хранить станок в местах
с высокой влажностью. При
хранении защитить станок от
в о з д е й с т в и я а т м о с ф е р н ы х
осадков.
Станок изготовлен из нетоксичных
б е з в р е д н ы х м а т е р и а л о в .
Д л я у т и л и з а ц и и о т д е л и т ь
м е т а л л и ч е с к и е д е т а л и о т
пластмассовых и направить их
соответствующие пункты приема
отходов.
ВНИМАНИЕ
Работники, участвующие в
перемещении и техническом
обслуживании станка,
обязаны использовать СИЗ,
предусмотренные действующими
нормами безопасности.
7.5.
REMPLACEMENT ET
DESTRUCTION
Si c’est nécessaire, les composants de la
machine doivent être remplacés par des
composants d’origine, afi n de garantir
leur bon fonctionnement.
Sur le catalogue pièces détachées, les
codes des pièces relatives à la santé
et la sécurité des opérateurs sont
contremarqués par la lettre "C".
Ces pièces détachées peuvent être ins-
tallées aussi par des personnes expertes
désignées par l'utilisateur.
Pour toutes les autres pièces détachées,
s'adresser au SERVICE du Concession-
naire/Revendeur du Fabricant ou bien
contacter directement le Fabricant.
Pour le déplacement de la machine; la
débrancher de l'installation électrique
et de celle pneumatique, s'en tenir aux
instructions dans le chapitre 4.
En cas d'inactivité prolongée de la
machine, la débrancher de l'installation
électrique et de celle pneumatique,
effectuer un nettoyage soigneux de la
façon déjà décrite pour le nettoyage
ordinaire et couvrir les tables d'usinage,
de coulissement et les arbres porte-outils
avec une protection antirouille. Ne pas
emmagasiner la machine en milieux
humides et la protéger contre les agents
atmosphériques.
La machine est construite avec des
matériaux ni toxiques ni nocifs, en cas
de démolition séparer les matériaux
ferreux de ceux plastiques et les faire
parvenir dans les diffèrents endroits de
démolition.
Les opérateurs chargés du levage
et du transport ainsi que les agents
de maintenance ont l'obligation de
porter les EPI préconisés pour les
risques auxquels ils sont exposés
et conformes aux lois et à la
réglementation en vigueur.
7.5. SUSTITUCION Y ELIMINA-
CION
En caso de necesidad, las piezas de
la máquina deben ser sustituidas por
piezas de repuesto originales con el fi n
de poder garantizar su efi cacia.
En el catálogo partes de recambio
con la letra "C" se han marcado los
códigos de los recambios que afectan
a la seguridad y a la salud de los
operadores.
Estos recambios también pueden ser
instalados por personal experto encar-
gado por el usuario.
Para todos los demás repuestos, hay
que dirigirse a la ASISTENCIA del Con-
cesionario/Revendedor
del Fabricante, o bien hay que ponerse
en contacto directamente con la ASIS-
TENCIA del Fabricante.
Para la remoción de la máquina des-
conectar la instalación eléctrica y la
neumatica, seguir las instrucciones de
la seccion 4.
En caso de prolungada inactividad de
la máquina, desconectar la instalación
eléctrica y la instalación neumática,
ejecutar una limpieza adecuada en el
modo descripto para la limpieza or-
dinaria y cubrir las mesas de trabajo,
de deslizamiento y eje portautensilios
con protección anti-óxido. No depositar
la máquina en ambientes humedos y
protegerla de los agentes atmosfericos.
Es obligatorio que los operadores
encargados del desplazamiento y del
mantenimiento utilicen los DPI previstos
según los riesgos relativos al tipo de uso
y conformes con las leyes y normativas
vigentes.
La máquina ha sido construida
con material no tóxico ni nocivo,
en caso de demolición separar los
materiales ferrosos de los plásticos,
y proceder a la eliminación.
8.
GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISH
ITALIANO
- 82 -
040_0103_1.tif
2
A
L1
L2
L3
025_008_0 / 026_036_0 .tif
1
L1
L2
L3
N
USA-CANADA
A
8.1. EVENTUALI INCONVE-
NIENTI, CAUSE, RIMEDI
Per qualsiasi informazione o pro-
blema contattare il concessionario
di zona o il nostro centro assi-
stenza (vedi recapito telefonico
pag.3).
Gli interventi da eseguire devono
essere effettuati da personale
tecnico specializzato.
Prima di accedere all'interno
del quadro elettrico, mettere a
zero O l'interruttore generale
posto a monte della macchina,
e chiuderlo con l'aiuto di un
lucchetto.
Inconveniente
ALL'ACCENSIONE LA
MACCHINA NON PARTE
O SI FERMA DURANTE LA
LAVORAZIONE
Causa
1
- Mancanza di energia elettrica
su una o più fasi.
2
- Fusibili interrotti (Versione USA
e CANADA).
3
- Emergenza inserita.
4
- Termico di protezione
A
(fi g. 2) inserito a causa di:
- un eccessivo assorbimento
di corrente dovuto ad un uso
improprio della macchina
(lavoro troppo pesante in
rapporto alla potenza del
motore).
- sezione del cavo insuffi ciente
in rapporto alla potenza del
motore (vedi riferimenti col-
legamento elettrico cap.4)
- caduta di tensione dovuta alla
eccessiva lunghezza del cavo
di alimentazione.
- parte elettrica in corto circui-
to
5
- Micro di sicurezza inserito
(Versione USA e CANADA).
8.1. TROUBLES - CAUSES
-WHAT TO DO
For any information or problem
contact your area dealer or our
technical service centre (see te-
lephone number on Page 3).
The necessary interventions
must be carried out by special-
ised technical personnel.
Before accessing the electric
panel, set the main switch at the
top of the machine to O and lock
it with a padlock.
Trouble
THE MACHINE DOES NOT
START WHEN IT IS TURNED
ON OR STOPS DURING A
MACHINING CYCLE
Cause
1
- Lack of line voltage.
2
- Fuses blown
(U.S.A. and
CANADA version).
3
- Emergency on.
4
- Overload switch
A
(fig. 2)
triggered because:
- excessive current absorption
caused by improper machi-
ne use (work too heavy in
relation to motor power).
- cable too small for motor po-
wer (see electrical connec-
tion specifi cations chap.4)
- drop in voltage due to exces-
sive length of power supply
cable.
- short circuit in the electric
system.
5
- Safety microswitch on
(U.S.A.
and CANADA version).
- 83 -
8.
ПОИСК НЕИСПРАВНОСТЕЙ
• GUIDE POUR LA RECHERCHE DES ANOMALIES
GUIA PARA BUSCAR LAS AVERIAS
FRANÇAIS
РУССКИЙ
ESPAÑOL
8.1.
ВОЗМОЖНЫЕ
НЕИСПРАВНОСТИ, ИХ
ПРИЧИНЫ И УСТРАНЕНИЕ
За информацией или помощью
обращайтесь к местному дилеру
или в наш сервисный центр (см.
телефоны на стр. 3).
Работы должны выполняться
квалифицированным
техническим персоналом.
Перед началом ремонтных
работ в электрощите перевести
в положение O выключатель
питания, установленный на
линии перед станком и закрыть
его на ключ.
Неисправность
СТАНОК НЕ ЗАПУСКАЕТСЯ
П Р И В К Л Ю Ч Е Н И И И Л И
ОСТАНАВЛИВАЕТСЯ ВО ВРЕМЯ
РАБОТЫ
Причина
1 - Отсутствие напряжения
одной или нескольких фаз.
2 - Перегорели предохранители
( и с п ол н е н и е д л я С Ш А и
Канады).
3 - Нажата аварийная кнопка.
4 - С р а б о т а л з а щ и т н ы й
выключатель A (рис. 2) по
одной из следующих причин:
- перегрузка по току из-за
ненадлежащего использования
станка (слишком тяжелая
обработка для имеющейся
мощности двигателя).
- сечения кабеля недостаточно
для имеющейся мощности
двигателя (см. инструкции по
электрическому подключению
в главе 4).
- падение напряжения из-за
слишком большой длины
кабеля питания.
- короткое замыкание в одной
из цепей.
5 - С р а б о т а л
к о н ц е в о й
выключатель безопасности
( и с п ол н е н и е д л я С Ш А и
Канады).
8.1. DEFAUTS, CAUSE, REME-
DES
Pour toute information ou problème,
contacter le concessionnaire de
zone ou notre service après-vente
(voir coordonnées téléphonique
page 3).
Les interventions à exécuter doivent
être effectuées par un personnel
technique spécialisé
Avant d’accéder à l’intérieur de
l’armoire électrique, mettre à zéro
O l’interrupteur général situé en
amont de la machine, et la ver-
rouiller.
Defaut
LA MACHINE NE SE MET PAS
EN MARCHE OU S'ARRETE
PENDANT L'USINAGE
Cause
1
- Manque de tension d’alimenta-
tion.
2
- Fusibles grillés
(version U.S.A. et
CANADA).
3
- Poussoir d’urgence activé.
4
-
Thermique de protection
A
(fi g.
2) enclenché à cause de
:
-
une absorption excessive de
courant due à un usage impro-
pre de la machine (usinage trop
lourd par rapport à la puissance
du moteur).
- section du câble insuffi sante
par rapport à la puissance du
moteur (voir informations bran-
chement électrique Ch 4)
- chute de tension due à la
longueur excessive du câble
d’alimentation.
- partie électrique en court-cir-
cuit.
5
- Microcontact de sécurité enclen-
ché
(version U.S.A. et CANA-
DA).
8.1. POSIBLES INCONVENIEN-
TES, CAUSAS, REMEDIOS
Para cualquier tipo de información o
problema contacte con su distribui-
dor en la zona o su centro de servicio
técnico (ver número de teléfono en
la Página 3).
Las operaciones a realizar deben
ser efectuadas por personal técnico
especializado.
Antes de acceder al interior del cua-
dro eléctrico, llevar el interruptor
general situado al inicio de la má-
quina a la posición O y trabarlo con
candado.
Inconveniente
EN EL ENCENDIDO LA MAQUI-
NA NO ARRANCA
O SE PARA DURANTE EL TRA-
BAJO
Causa
1
- Falta de tensión de alimenta-
ción.
2
- Fusibles interrumpidos
(versión
U.S.A. y CANADA).
3
- Emergencia activada.
4
- Térmico de protección
A
(fi g. 2)
activado por causa de:
- una excesiva absorción de co-
rriente debido a un uso impropio
de la máquina (trabajo dema-
siado pesado con respecto a la
potencia del motor).
- sección del cable insufi ciente
con respecto a la potencia del
motor (véanse las referencias
conexión eléctrica cap.4)
- caída de tensión debida a la
excesiva longitud del cable de
alimentación.
- parte eléctrica en cortocircuito.
5
-Microinterruptor de seguridad
conectado (versión U.S.A. y
CANADA).
ВНИМАНИЕ

8.
GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISH
ITALIANO
- 84 -
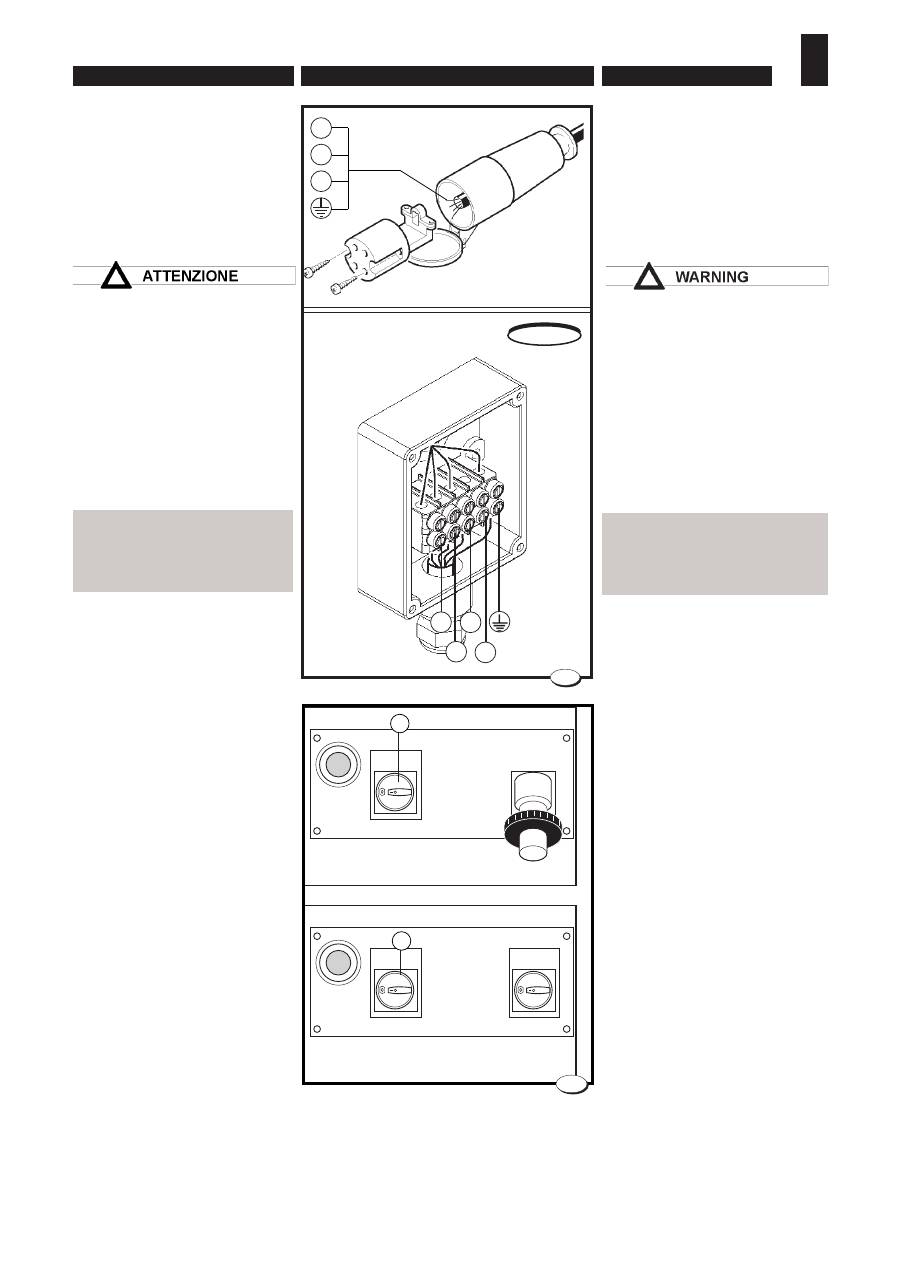
What to do
1
- With a tester check that there
is power on the three phases
L
(Fig. 1)
2
- Check that the fuses are un-
damaged and, if necessary,
replace them (the fuses are
positioned inside the electrical
equipment).
3
-
Disconnect the emergency but-
ton, by turning it clockwise.
4
- Put the problem right, wait for
the overload switch to cool
down and start the machine up
again.
5
- Check that the planing table is
in the correct position and the
blade and spindle access guard
door is as shown in chapter 2.
Trouble
THE MOTOR TURNS BUT
THE TOOL STOPS WHEN
IT COMES INTO CONTACT
WITH THE PIECE TO MA-
CHINE
Cause
1
- The motor belt is loose or ru-
ined.
What to do
1
- Tighten the belt or change it fol-
lowing the instructions in Chap.
7.
Rimedi
1
- Verifi care con un tester che ci
sia tensione sulle tre fasi
L
(fi g.
1).
2
- Controllare l'integrità dei fusibili
ed eventualmente sostituirli (i
fusibili sono posizionati all'in-
terno dell'apparecchiatura
elettrica).
3
-
Disinserire il pulsante d'emer-
genza ruotandolo in senso
orario.
4
- Risolvere la causa, attendere
che la termica si raffreddi e
riavviare la macchina.
5
- Verifi care il corretto posiziona-
mento della piana fi lo, sportello
protezione accesso lama e tou-
pie come indicato nel cap.2.
Inconveniente
IL MOTORE GIRA MA
L'UTENSILE SI FERMA
QUANDO È A CONTATTO CON
IL PEZZO DA LAVORARE
Causa
1
- La cinghia del motore si è al-
lentata o è rovinata.
Rimedi
1
- Tensionare la cinghia o cam-
biarla seguendo le istruzioni
del cap.7.

- 85 -
8.
ПОИСК НЕИСПРАВНОСТЕЙ
• GUIDE POUR LA RECHERCHE DES ANOMALIES
GUIA PARA BUSCAR LAS AVERIAS
FRANÇAIS
РУССКИЙ
ESPAÑOL
Способы устранения
1 - П р о в е р и т ь т е с т е р о м
напряжение на трех фазах L
(рис. 1).
2 - П р о в е р и т ь
и
п р и
необходимости заменить
п р е д о х р а н и т е л и
(расположены внутри щита
электроавтоматики).
3 - В ы с во б о д и т ь а ва р и й н у ю
кнопку, повернув ее по часовой
стрелке.
4 - У с т р а н и т ь п р о б л е м у ,
д о ж д а т ь с я о х л а ж д е н и я
выключателя и повторно
включить станок.
5 - Проверить правильность
расположения фуговального
стола, дверцы доступа в
отсек пилы и фрезы, как
описано в главе 2.
Неисправность
В А Л
Д В И Г А Т Е Л Я
ВРАЩАЕТСЯ, НО ИНСТРУМЕНТ
О С ТА Н А В Л И ВА Е Т С Я П Р И
КОНТАКТЕ С ЗАГОТОВКОЙ
Причина
1 - Ослаблен или поврежден
приводной ремень агрегата.
Способы устранения
1 - Подтянуть или заменить
ремень, следуя инструкциям
главы 7.
Remedes
1
- Contrôler, avec un testeur, que
la tension se trouve bien sur les
trois phases
L
(fi g. 1).
2
- Contrôler le bon état des fusibles
et, le cas échéant, les remplacer
(les fusibles sont placés à l’in-
térieur de l’armoire électrique).
3
-
Désactiver le poussoir d’urgence
en le tournant dans le sens ho-
raire.
4
-
Résoudre le problème, attendre
que le thermique refroidisse et
relancer la machine.
5
- Vérifi er le positionnement de la
dégauchisseuse, le portillon qui
protège l'accès à la lame et la
toupie, comme l'indique la rubr.
2.
Defaut
LE MOTEUR TOURNE MAIS
L’OUTIL S’ARRETE LORSQU’IL
EST EN CONTACT AVEC LA
PIECE A USINER
Cause
1
- La courroie du moteur s’est
détendue ou est abîmée.
Remedes
1
- Tendre la courroie ou la rempla-
cer en suivant les instructions
fournies au chap. 7.
Remedios
1
- Mediante un comprobador con-
trolar la presencia de tensión
sobre las tres fases
L
(fi g.1).
2
- Controlar la integridad de los
fusibles y sustituirlos si es nece-
sario (los fusibles se encuentran
situados dentro de la instalación
eléctrica).
3
-
Desactivar el pulsador de emergen-
cia girándolo en el sentido de las
agujas del reloj.
4
- Solucionar la causa, esperar a
que la térmica se enfríe y volver
a arrancar la máquina.
5
- Comprobar el correcto posicio-
namiento de la mesa refrenta-
dora, de la puerta protección
acceso hoja y toupie conforme
a las explicaciones del cap.2.
Inconveniente
EL MOTOR GIRA PERO LA
HERRAMIENTA SE DETIENE
CUANDO ENTRA EN CONTACTO
CON LA PIEZA A ELABORAR
Causa
1
- La correa del motor está fl oja o
deteriorada.
Remedio
1
- Tensar la correa o cambiarla
siguiendo las instrucciones del
punto 7.

8.
GUIDA ALLA RICERCA DEI GUASTI • TROUBLE - SHOOTING GUIDE
ENGLISH
ITALIANO
- 86 -
040_070_1.tif
3
B
A
B
A
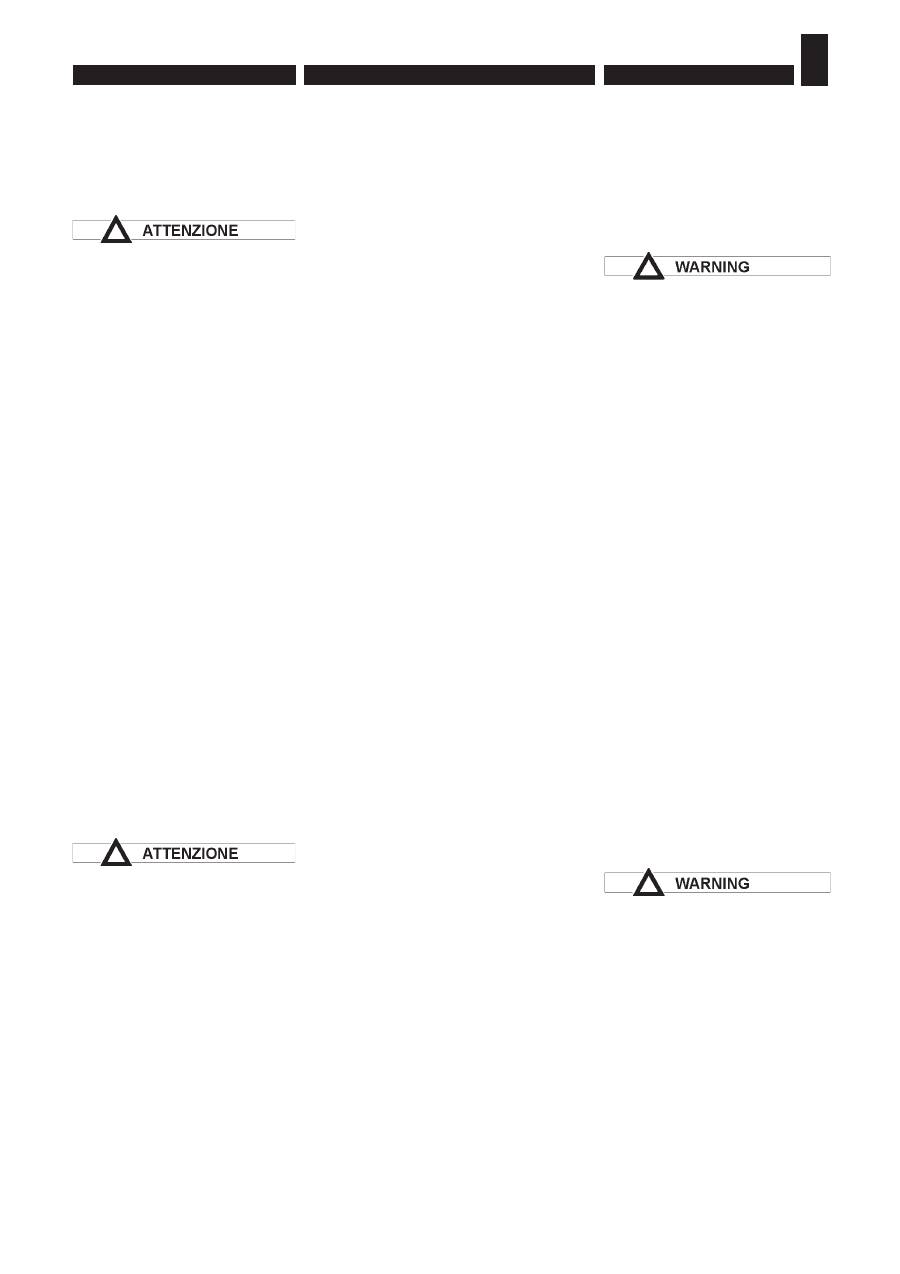
Inconveniente
LA RIGA TELESCOPICA
NON SI POSIZIONA
CORRETTAMENTE A 90°.
Causa
1
- Le battute nel telaio non sono
regolate.
Rimedi
1
- Togliere i due tappi
A
e agire
sulle viti
B
di registrazione
(fi g. 3).
Inconveniente
IL PANNELLO SCORRE
A FATICA DURANTE IL
TAGLIO (È STRETTO FRA
GUIDA E LAMA)O NON
VIENE TAGLIATO CON I LATI
PARALLELI.
Causa
1
-
La guida per tagli paralleli
si è sregolata (deve essere
parallela alla lama con una
leggera apertura di uscita di
0,10 mm).
Rimedi
1
- Rivolgersi al nostro centro assi-
stenza (vedi recapito telefonico
pag.3).
Trouble
THE TELESCOPIC RULER
DOES NOT POSITION
CORRECTLY AT 90°
Cause
1
- The end-stops in the frame are
not adjusted.
What to do
1
- Remove the two caps
A
and
turn the adjusting screws
B
(Fig.
3).
Trouble
THE PANEL SLIDES WITH DIF-
FICULTY DURING CUTTING
(IT IS TIGHT BETWEEN THE
FENCE AND THE BLADE) OR
IS NOT CUT WITH SIDES PA-
RALLEL.
Cause
1
-
The parallel cutting fence
is badly positioned (this must
be parallel with the blade with
a slight opening exit of 0.10
mm).
What to do
1
- Contact our technical service
(see telephone number on
Page 3).

- 87 -
8.
ПОИСК НЕИСПРАВНОСТЕЙ
• GUIDE POUR LA RECHERCHE DES ANOMALIES
GUIA PARA BUSCAR LAS AVERIAS
FRANÇAIS
РУССКИЙ
ESPAÑOL
Неисправность
ТЕЛЕСКОПИЧЕСКАЯ ЛИНЕЙКА
НЕ УСТАНАВЛИВАЕТСЯ В
ПОЛОЖЕНИЕ 90°.
Причина
1 - Упор ы опор ной р ыме не
отрегулированы.
Способы устранения
1 - Снять пару заглушек A и
отрегулировать упоры винтами
B (рис. 3).
Неисправность
ДЛЯ ПОДАЧИ ПЛИТЫ ПРИ
РАСПИЛЕ ТРЕБУЕТСЯ СЛИШКОМ
БОЛЬШОЕ УСИЛИЕ (ПЛИТА
ЗАЖИМАЕТСЯ МЕЖДУ ЛИНЕЙКОЙ
И ПИЛОЙ) ИЛИ НАРУШЕНА
ПАРАЛЛЕЛЬНОСТЬ РАСКРОЯ НА
ПРОТИВОЛЕЖАЩИХ СТОРОНАХ.
Причина
1- Н а р у ш е н а н а с т р о й к а
параллельной линейки (она
должна иметь небольшое
расхождение за пилой - 0,10
мм).
Способы устранения
1 - Обратиться в сервисный
центр изготовителя (см.
телефонные номера на стр.
3).
Defaut
LA LAME DE L’INCISEUR SE DE-
PLACE.
Cause
1
- La goupille de blocage
A
(fi g.3-4)
est desserrée.
Remedes
1
- Régler le ciseleur comme décrit
au chap. 5, puis serrer la vis
A
(fi g.3).
Defaut
LE PANNEAU COULISSE DIFFI-
CILEMENT PENDANT LA COUPE
(IL EST SERRE ENTRE LA
GLISSIERE ET LA LAME) OU LA
COUPE DE SES COTES N’EST
PAS PARALLELE.
Cause
1
- La glissière, pour les coupes pa-
rallèles, s’est déréglée (elle doit
être parallèle à la lame avec une
légère ouverture de sortie de 0,10
mm).
Remedes
1
-
Contacter notre service après-
vente (voir coordonnées télépho-
niques page 3).
FRANÇAISDEUTSCH
Inconveniente
LA HOJA ENTALLADOR PIERDE
SU POSICIÓN.
Causa
1
-
La espiga de bloqueo
A
(fi g.
3-4) está fl oja.
Remedio
1
-
Ajustar el tallador como se
describe en el cap. 5 y apretar la
tuerca
A
(fi g.3).
Inconveniente
EL PANEL SE DESPLAZA
CON DIFICULTAD DURANTE
EL CORTE (ESTÁ SITUADO
ENTRE GUÍA Y HOJA) O NO ES
CORTADO CON LOS LADOS
PARALELOS.
Causa
1
-
La guía para cortes parale-
los se ha desregulado (debe estar
paralela a la hoja, con una ligera
apertura de salida de 0,10 mm).
Remedio
1
- Contacte con nuestro servicio
técnico (ver número de teléfono
en la Página 3).
