Jet Tools sc1: 12
12: Jet Tools sc1
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
–
64
–
040_096_0.tif
1
1 2
A
E
B
A
D
B
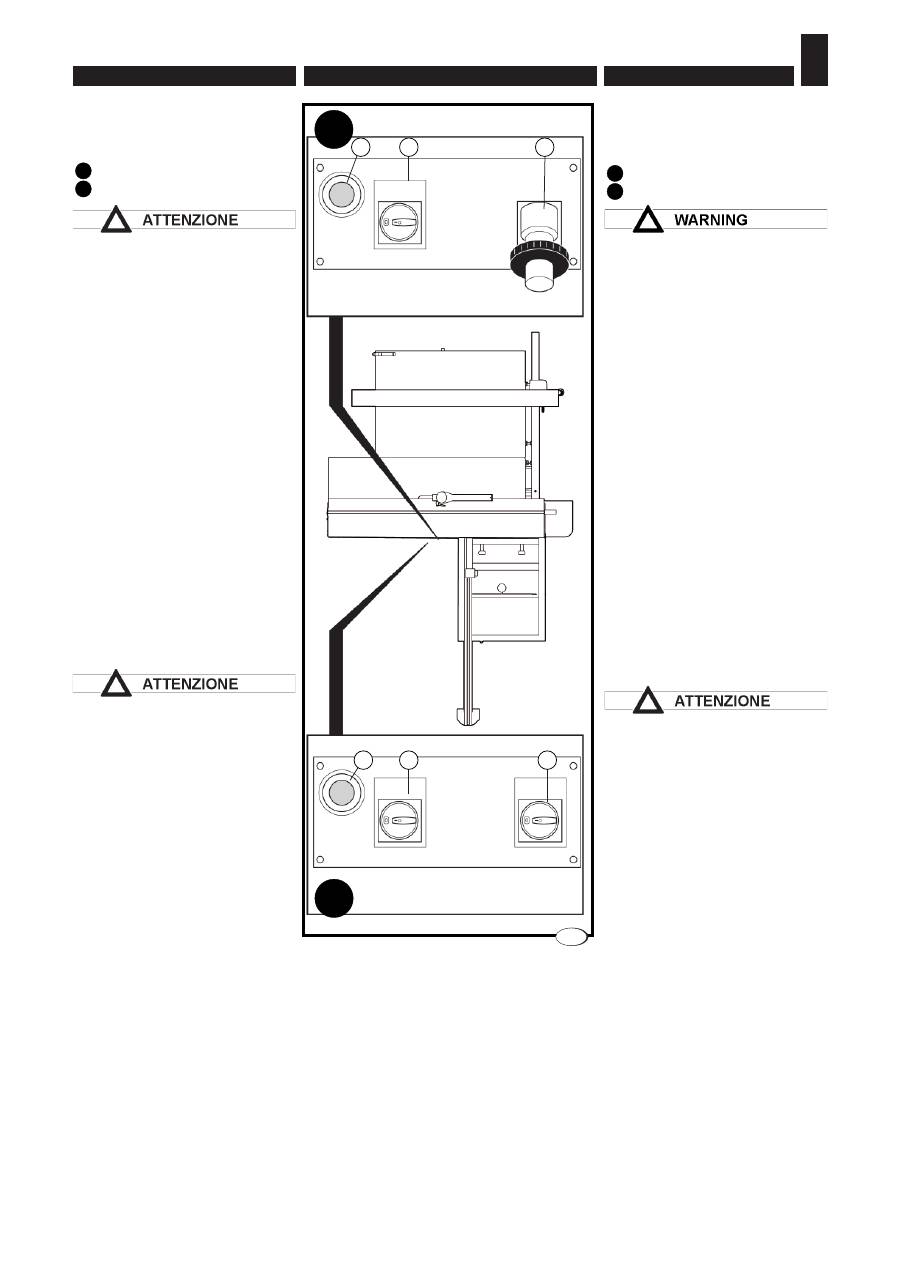
6.1.2 Avviamento macchina
(fi g. 1)
Legenda:
Versione standard
Versione USA e CANADA
Prima di accendere la macchina
assicurarsi che tutti gli utensili
siano ben serrati.
Assicurarsi inoltre di aver
posizionato correttamente le
protezioni.
– Portare il selettore
E
in posizione
I
.
(Versione USA e CANADA)
– Portare il selettore del magne -
totermico
B
in posizione
I
.
– portarsi nella relativa postazione
di lavoro.
6.1.3 Arresto macchina
(fi g. 1)
– Portare il selettore del magne -
totermico
B
in posizione
O
.
– Portare il selettore
E
in posizione
O
(
Versione USA e CANADA)
Scollegare la macchina dalla rete
elettrica ad ogni fi ne lavoro.
6.1.4 Arresto di emergenza
(fi g. 1)
Premendo il pulsante di emer-
genza
A
si disattivano tutti i cir-
cuiti elettrici della macchina. Per
il ripristino ruotare il pulsante in
senso orario.
6.1.5 Fine lavoro
A lavoro terminato mettere la mac-
china in sicurezza, scollegando la
presa elettrica e luchettare in po-
sizione "
0"
l'interruttore generale
B - E
(fi g.1).
6.1.2 Starting the machine
(fi g. 1)
Legend:
Standard version
U.S.A. and CANADA version
Before starting the machine
make sure that all tools are
tightened hard.
Also ensure that the protections
have been positioned properly.
– Move the selector
A
to position
I
.
(U.S.A. and CANADA version)
– Set the selector of the magneto-
thermal switch
B
to position
I
.
– Move in the relevant working
site.
6.1.3 Stopping the
machine (fi g. 1)
– Set the selector of the magneto-
thermal switch
B
to position
0
.
– Move the selector
E
to position
O (U.S.A. and CANADA ver-
sion)
.
Disconnect the machine from the
electrical network at the end of
each job.
6.1.4 Emergency stop (fi g. 1)
All the electric circuits are discon-
nected by pushing the emergency
button
A
. IReset this button by
turning it clockwise.
6.1.5 End of work
When work has been completed
render the machine safe by discon-
necting the electrical power supply
and positioning the thermal switch
B - E
in position 0 (fi g. 1)
1
2
1
2
- 65 -
РАБОЧИЕ ПРОЦЕДУРЫ
• NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
6.1.2 Запуск станка (рис. 1)
Пояснение:
Стандартное исполнение
Исполнение для США и Канады
Перед включением станка
убедиться, что все инструменты
надежно закреплены.
Проверить правильность
расположения защитных
ограждений.
– Перевести выключатель E в
положение I (исполнение для
США и Канады)
– П е р е в е с т и в ы к л ю ч а т е л ь
термомагнитного расцепителя
B в положение I.
– Занять правильное рабочее
положение.
6.1.3
Остановка станка
(рис. 1)
– П е р е ве с т и в ы к л юч а т ел ь
т е р м о м а г н и т н о г о
расцепителя B в положение O.
– Перевести выключатель E в
положение O (исполнение для
США и Канады)
После завершения работы
отсоединить станок от
электросети.
6.1.4
Аварийная остановка
(рис. 1)
При нажатии аварийной кнопки A
все электрические цепи станка
отключаются. Для возврата к
работе повернуть аварийную
кнопку по часовой стрелке.
6.1.5 Завершение работы
После завершения работы
перевести станок в безопасное
п о л о ж е н и е , о т с о е д и н и в
провод питания от розетки и
заблокировав выключатель
питания B - E (рис.1) в положении
"0".
6.1.2 Mise en marche de la ma-
chine (fi g. 1)
Legende:
Version standard
Version U.S.A. et CANADA
Avant de démarrer la machine
s’assurer que tous les outils
soient bien serrés.
S’assurer de plus que les
protections soient dans une
position correcte.
– Amener le sélecteur
A
à la position
I
.
(version U.S.A. et CANADA)
– Placer le sélecteur de l’interrupteur
magnétique et thermique
B
sur la
position
I
.
– Se mettre dans la position de tra-
vail.
6.1.3 Arret de la machine
(fi g. 1)
– Placer le sélecteur de l’interrupteur
magnétique et thermique
B
sur la
position
0
.
– Amener le sélecteur
E
à la position
0
.
(version U.S.A. et CANADA)
Débrancher la machine du réseau
électrique à chaque fi n de travail.
6.1.4 Arret d'urgence (fi g. 1)
En appuyant le bouton d’urgence
A
, tous les circuit électriques de la
machine sont désactivés. Pour la re-
mise à l’état initial, tourner le bouton
en sens horaire.
6.1.5 Fin travail
Le travail terminé, mettre la machi-
ne en sécurité, débrancher la prise
électrique et verrouiller le déclencheur
magnétothermi que
B - E
(fi g.1) sur la
position 0
6.1.2 Arranque maquina (fi g. 1)
Leyenda:
Versiòn standard
Versiòn U.S.A. y CANADA
Antes de poner en marcha la
máquina, asegurarse de que
todas las herramientas estén bien
apretadas.
Controlar también que las
protecciones hayan quedado
correctamente colocadas.
– Colocar el selector
A
en posición
I
.
( versión U.S.A. y CANADA)
– Poner el selector del magnetotér-
mico
B
en la posición
I
.
– Llevarse al relativo puesto de traba-
jo.
6.1.3 Parada de la maquina
(fi g.1)
– Poner el selector del magnetotér-
mico
B
en la posición
0
.
– Colocar el selector
E
en posición
0
.
( versión U.S.A. y CANADA)
Desconecte la máquina de la red
eléctrica cada fi n de trabajo.
6.1.4 Parada de emergencia
(fi g.1)
Apretando el pulsador de emergen-
cia
A
se desactivan todos los circui-
tos eléctricos de la máquina. Para la
reactivación girar el pulsador hacia el
sentido de las agujas del reloj.
6.1.5 Fin del trabajo
Al terminar el trabajo colocar la
máquina en condiciones de segu-
ridad, desconectando la toma elé-
ctrica y cerrar con un candado en
posición 0 el dispositivo de arranque
B - E
(fi g.1).
1
2
1
2
1
2
ВНИМАНИЕ
ВНИМАНИЕ
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
–
66
–
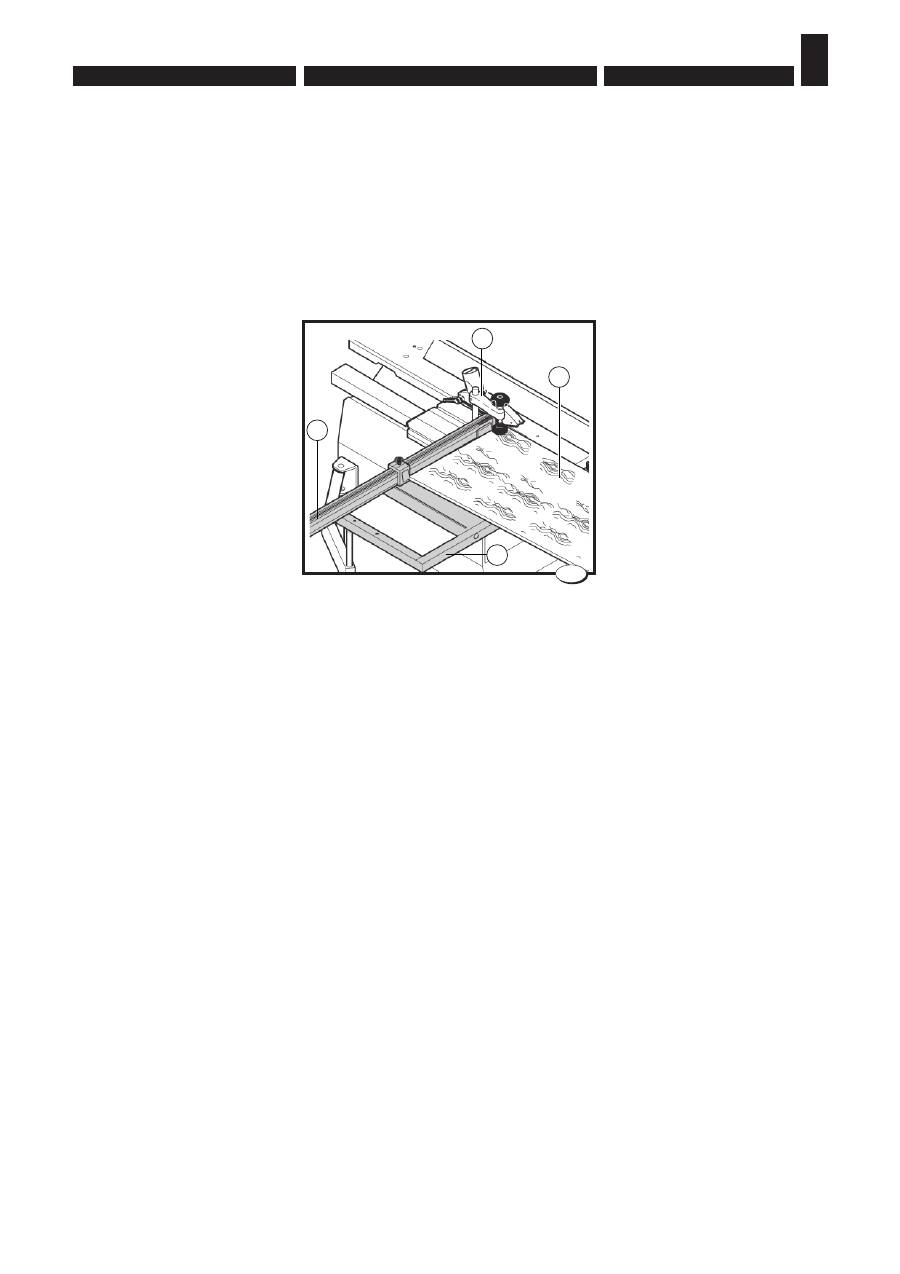
6.2. SEGA CIRCOLARE
La scelta del metodo per eseguire
un taglio con la sega circolare di-
pende dalle dimensioni del legno
da lavorare e dal tipo di lavorazione
da eseguire.
Regolare il gruppo sega come
descritto nel cap.5.
6.2.1 Lavorazione
Nelle lavorazioni di pannelli di
grandi dimensioni, posizionare la
guida per squadrare
E
e il telaio
di squadratura
A
come indicato
in fi gura; con questa posizione si
ottiene la massima lunghezza di
taglio.
Appoggiare il pannello
C
contro la
riga in alluminio
E
e bloccarlo con
il braccio stringipezzo
D
.
6.2. CIRCULAR SAW
The choice of the method to use
to make a cut with the circular saw
depends on the dimensions of the
wood to be machined and the type
of machining to be carried out.
Adjust the saw and engraver as-
sembly as described in Chap. 5.
6.2.1
Machining
When working with large panels,
position the squaring fence
E
and
the squaring frame
A
as shown
in the diagram (see fi g.s 8-9); this
position provides maximum cutting
length.
Place the panel
C
against the alu-
minium ruler
E
and lock it with the
piece gripping arm
D
.
040_047_1.tif
3
E
C
D
A

- 67 -
РАБОЧИЕ ПРОЦЕДУРЫ
• NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
6.2. ДИСКОВАЯ ПИЛА
Метод раскроя дисковой пилой
зависит от размера заготовки и
требуемой операции.
Настройка пилы выполняется, как
описано в главе 5.
6.2.1 Раскрой
При раскрое плит больших
размеров установить линейку
для поперечного раскроя E и
опорную раму A, как показано
на рисунке. При этом положении
длина раскроя максимальна.
Прижать плиту C к алюминиевой
л и н е й к е E и з а к р е п и т ь е е
прижимом D.
6.2. USINAGE AVEC SCIE CIR-
CULAIRE
Le choix de la modalité, pour exé-
cuter une coupe avec la scie circu-
laire, dépend des dimensions du
bois à usiner et du type d’usinage
à effectuer.
Régler le groupe scie comme indiqué
au chap.5.
6.2.1 Usinage
Dans les usinages de panneaux de
grandes dimensions, placer le guide
d'équerrage
E
et le cadre d'équer-
rage
A
comme l'indique la fi gure;
dans cette position on obtient une
longueur de coupe maximum.
Poser le panneau
C
contre la règle
en aluminium
E
et le bloquer avec le
bras serre-pièce
D
.
6.2. SIERRA CIRCULAR
La elección del método para efectuar
un corte con la sierra circular depen-
de de las dimensiones de la madera
a elaborar y del tipo de elaboración
a efectuar.
Regular el grupo sierra como se
indica en el capítulo 5.
6.2.1 Elaboraciones
En los tratamientos de paneles de
grandes dimensiones, posicionar la
guía para escuadrar
E
y el bastidor
de escuadrado
A
como se indica en
la fi gura; con esta posición se obtiene
la máxima longitud de corte.
Apoyar el panel
C
contra la regla de
aluminio
E
y trabarlo con el brazo de
ajuste pieza
D
.
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
–
68
–
040_057_1.tif
4
G
D
5
040_058_0.tif
B
A
D
C
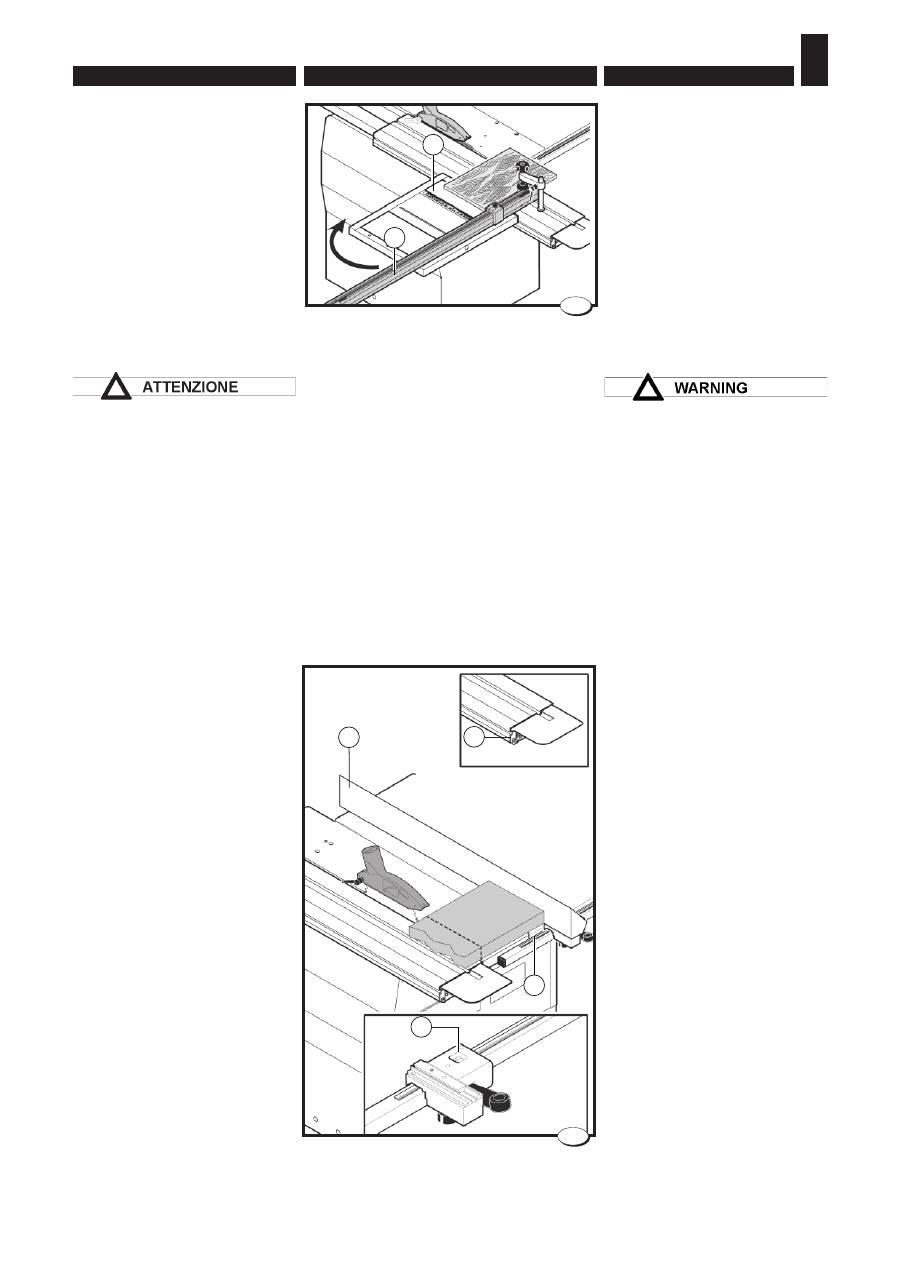
Per tagli di pannelli con dimen-
sioni più contenute, è più agevole
lavorare con la guida a squadrare
come indicato in fi gura.
Per tagli inclinati rispetto alla corsa
del carro, occorre posizionare la
guida a squadrare
D
in funzione
dell’inclinazione desiderata facen-
do riferimento alla scala
G
.
Bloccare sempre il pezzo
utilizzando il pressore quando si
usa il carro scorrevole.
Quando si lavorano pannelli di
notevoli dimensioni utilizzare dei
supporti di sostegno.
6.2.2 Lavorazione con la guida
parallela
Nell'esecuzione di tagli paralleli
usare la guida
A
.
Per il suo posizionamento e rego-
lazioni seguire le istruzioni riportate
nel cap.5.
Posizionare il carro vagone e bloc-
carlo tramite la leva
B
.
Nel posizionamento del pezzo
contro la guida
A
l’operatore fa rife-
rimento alla scala millimetrata
C
.
Leggere la misura attraverso
l'apertura
D
.
When cutting smaller panels it is
easier to work with the squaring
fence as shown in the diagram.
For inclined cuts as regards to the
trolley stroke, the guide must be
positioned to square
D
depending
on the desired inclination referring
to scale
G
.
Always secure the workpiece
by means of the presser when a
sliding wagon is used.
Always use supports when
machining panels having great
dimensions.
6.2.2 Working with the parallel
guide
To perform parallel cuts use
fence
A
.
To position and adjust, follow the
instructions in chap.5.
Position the wagon as shown in
and lock it with the knob
B
.
Position the wagon carriage and
lock it with lever
B
.
For positioning the workpiece
against fence
A
refer to scale
C
.
Read the measurements using the
opening
D
.

- 69 -
РАБОЧИЕ ПРОЦЕДУРЫ
• NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
Для раскроя менее крупных плит
удобнее работать, располагая
линейку для поперечного раскроя,
как показано на рисунке.
Для распила под угл ом по
отношению к направлению хода
к аретки следует установить
линейку для поперечного раскроя
D на требуемый угол, ориентируясь
по шкале G.
При использовании каретки
закреплять заготовку прижимом.
При раскрое крупных плит
использовать поддерживающие
опоры.
6.2.2 Раскрой по
параллельной линейке
Для выполнения параллельного
р а с к р о я
и с п о л ь з о в а т ь
направляющую линейку A.
И н с т р у к ц и и п о н а с т р о й к е
н а п р а в л я ю щ е й л и н е й к е
приведены в главе 5.
Разместить в требуемом положении
к аретку и зафиксировать ее
рычагом B.
При базировании заготовки по
линейке A оператор ориентируется
по шкале C.
Значение на шкале считывается
по окошку D.
Pour la coupe de panneaux de plus
petites dimensions, il est plus aisé de
travailler avec le guide d'équerrage
comme l'indique la fi gure.
Pour les coupes inclinées par rapport
à la course su chariot, il faut position-
ner le guide à équerrer
D
en fonction
de l’inclinaison désirée en se référant
à l’échelle
G
.
Bloquer toujours la pièce en
utilisant le presseur lorsqu’on
utilise le chariot coulissant.
Lorsqu’on travaille avec des
panneaux de grandes dimensions,
utiliser les supports spéciaux
prévus.
6.2.2 Usinage avec guide paral-
lèle
Lors des coupes parallèles utiliser
le guide
A
.
Pour la mise en place et les réglages
suivre les instructions fi gurant au
chapitre 5.
Placer le chariot-wagon et le bloquer
avec le levier
B
.
Positionner la pièce contre le guide
A
avec répère à l’échelle
C
.
Lire la mesure à travers l'ouverture
D
.
Para cortar tableros más pequeños,
es más cómodo trabajar con la guía
de escuadrado tal como se indica
en la fi gura.
Para cortes inclinados respecto a
la carrera del carro, es necesario
que posicione la guía de escuadrar
D
en función de la inclinación de-
seada teniendo como referencia la
escala
G
.
Bloquear siempre la pieza,
utilizando el prensador, cuando se
utilice el carro corredizo.
Durante el mecanizado de paneles
con dimensiones notables, usar los
soportes.
6.2.2 Elaboración con guía pa-
ralela
Para la realización de cortes paralelos
utilizar la guía
A
.
Para su posicionamiento y regu-
lación seguir las instrucciones del
cap. 5.
Posicionar el carro vagón y bloquear-
lo por medio de la palanca
B
.
Durante el posicionamiento de la
pieza contra la guía
A
, el operador
hace referencia a la escala mili-
métrica
C
.
Leer la medida a través de la aper-
tura
D
.
ВНИМАНИЕ
6.
NORME DI FUNZIONAMENTO • OPERATING PROCEDURES
ENGLISH
ITALIANO
–
70
–
040_048_1.tif
040_059_0.tif
040_050_1.tif
A
7
6
B
A
7
7
8
B
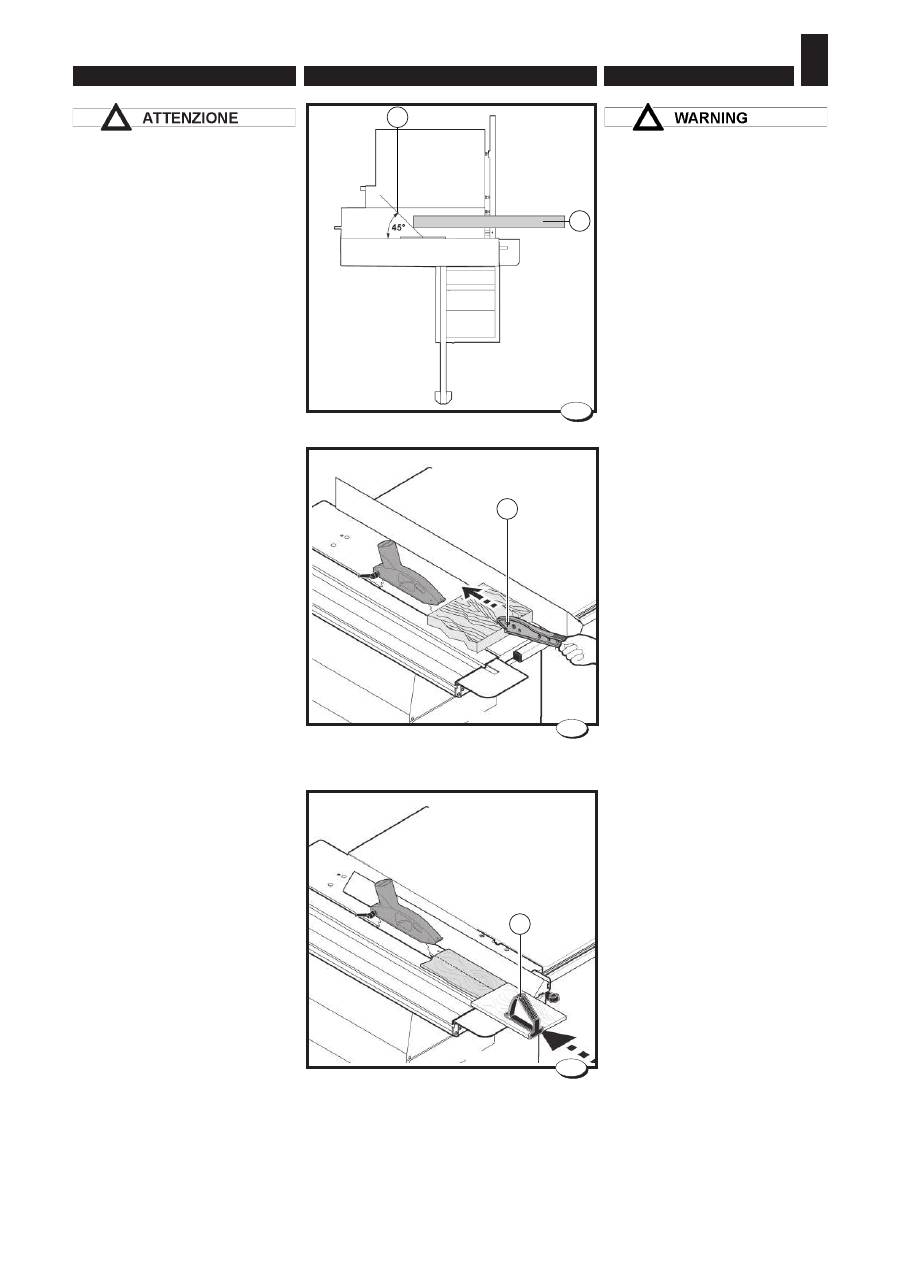
L'estremità della riga A
deve essere posizionata
longitudinalmente lungo una linea
immaginaria (B) che inizia a metà
della lama e scivola avanti di 45°
Questo per evitare che i denti in
salita della sega afferrino il pezzo
e lo lancino contro l'operatore.
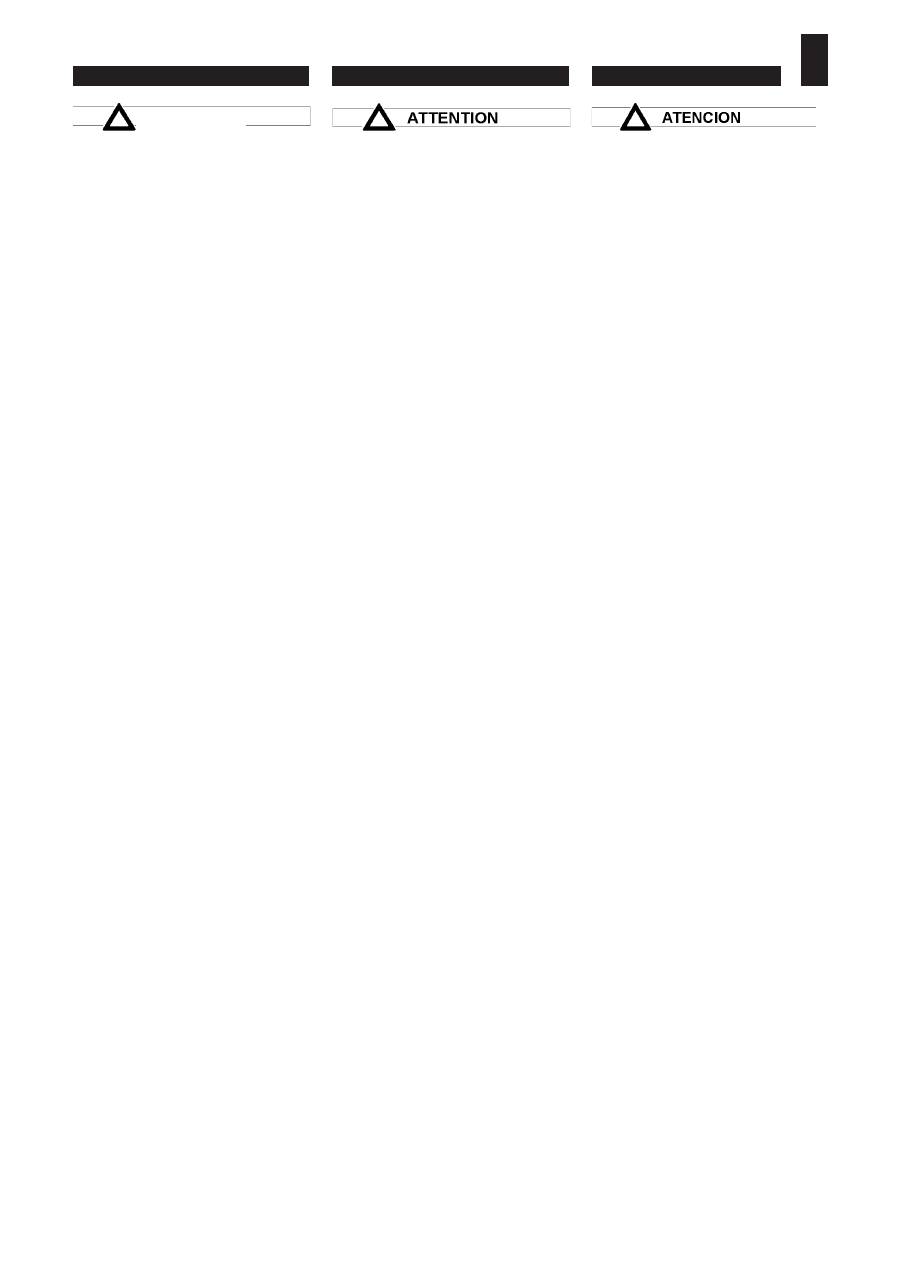
Non mettere mai le mani in
prossimità delle lame sega-
incisore; usare sempre uno
spintore.
La macchina viene fornita con lo
spintore
A
(fi g.7) e con la manopola
B
(fi g.8).
La manopola
B
può essere ap-
plicata a spintori di diverse di-
mensioni avvitandola con le viti in
dotazione.
A seconda delle dimensioni del
pezzo da lavorare scegliere il tipo
di spintore più idoneo.
The end of fence A must be
positioned lengthwise along an
imaginary line (B) which starts
half way down the blade and slips
forward by 45°.
This is to prevent that when the
saw lifts, the teeth grip the piece
and launch it against the operator.
Never put the hands near the saw
blade-engraver; always use a
pusher.
The machine is supplied with a
pusher
A
(Fig. 7) and with a knob
B
(Fig.8).
The knob
B
may be applied to
pushers of different size, screwing
it on with the screws provided.
Depending on the dimensions of
the piece to be machined, select
the most suitable type of pusher.
- 71 -
РАБОЧИЕ ПРОЦЕДУРЫ
• NORMES POUR LE FONCTIONNEMENT
NORMAS DE FUNCIONAMIENTO
FRANÇAIS
РУССКИЙ
ESPAÑOL
6.
Край линейки A должен
находиться на воображаемой
линии B, выходящей из центра
пильного диска под углом
45°. При этом исключается
опасность захвата заготовки
поднимающимися вверх зубьями
пилы и ее выброса в сторону
оператора.
Не располагать руки вблизи
основной и подрезной пил,
использовать толкатель.
Станок комплектуется толкателем
A (рис.7) и рукояткой B (рис.8).
Рукоятка B может использоваться с
толкателями различных размеров.
Толкатель крепится к рукоятке
прилагаемыми винтами.
Толкатель выбирается исходя
их геометрических параметров
заготовки.
L‘extrémité du guide A doit être
placée longitudinalement sur une
ligne imaginaire (B) partant de la
moitié de la lame et descendant en
avant de 45°.
Ceci pour éviter que les dents de
la scie, en montée, n’accrochent
le morceau et le lancent contre
l’ouvrier.
Ne jamais mettre les mains à
proximité des lames scie- dispositif
de coupe; il faut toujours utiliser un
pousseur.
La machine est fournie avec le pous-
seur
A
(fi g.7) et avec la manette
B
(fi g.8).
La manette
B
peut être appliquée
sur des pousseurs de différentes
dimensions en la vissant à l’aide des
vis fournies en équipement.
En fonction des dimensions de la
pièce à usiner sélectionner le type
de pousseur le plus approprié.
El extremo de la guía A debe
ubicada longitudinalmente respecto
de una línea imaginaria (B) que
comienza en la mitad de la cuchilla
y avanza a 45º.
De este modo se evita que los
dientes de la sierra en subida
aferren la pieza y la lancen contra el
operador.
Nunca acercar las manos a las
hojas sierra-tallador; servirse
siempre de una pieza de empuje.
La máquina se suministra con la
pieza de empuje
A
(fi g. 7) y con la
perilla
B
(fi g.8).
La perilla
B
puede ser aplicada a
piezas de empuje de diferentes
dimensiones, atornillándola con
los tornillos que se entregan con la
máquina.
Seleccionar el tipo de pieza de
empuje más adecuada según las
dimensiones de la pieza.
ВНИМАНИЕ
