Leitz Circular sawblades tipped – page 3
Manual for Leitz Circular sawblades tipped
Não é permitido utilizar ferramentas deformadas ou danificadas.
Deutsch
1.5 Limpeza e cuidados
English
Italiano
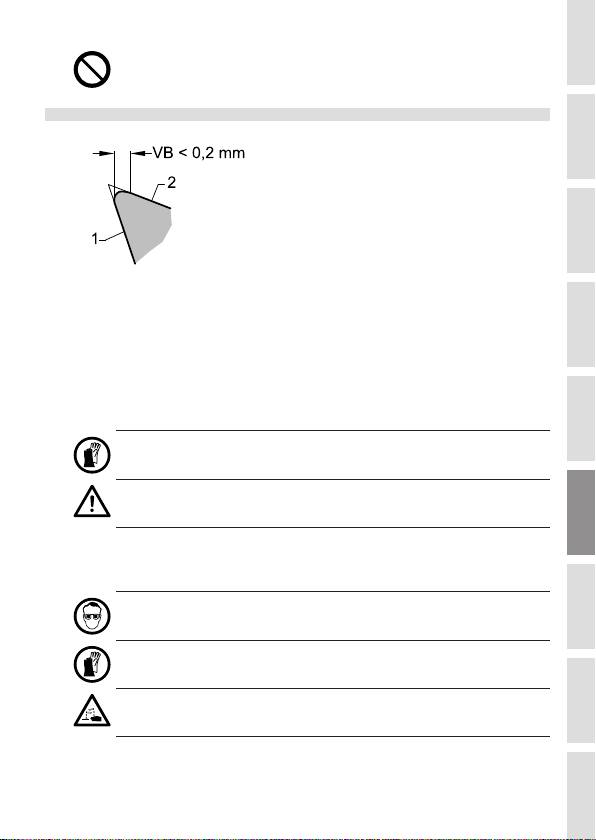
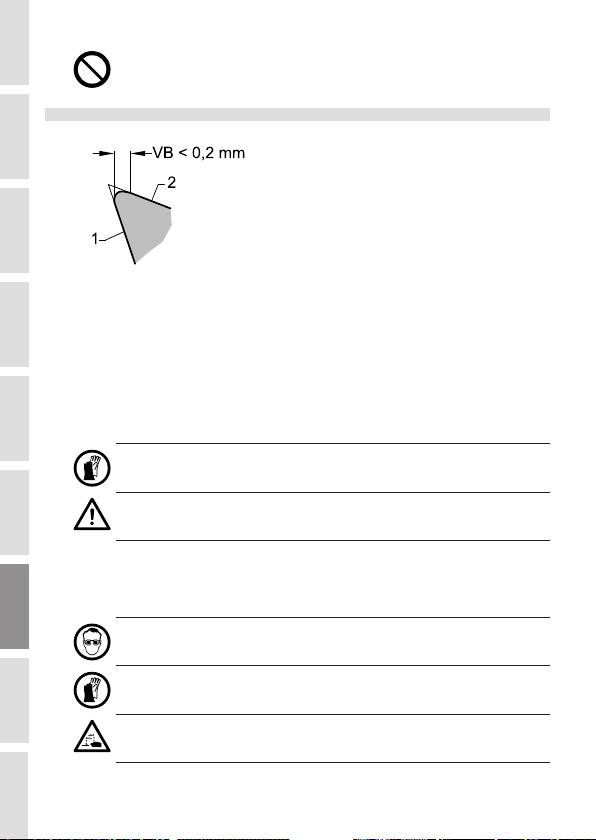
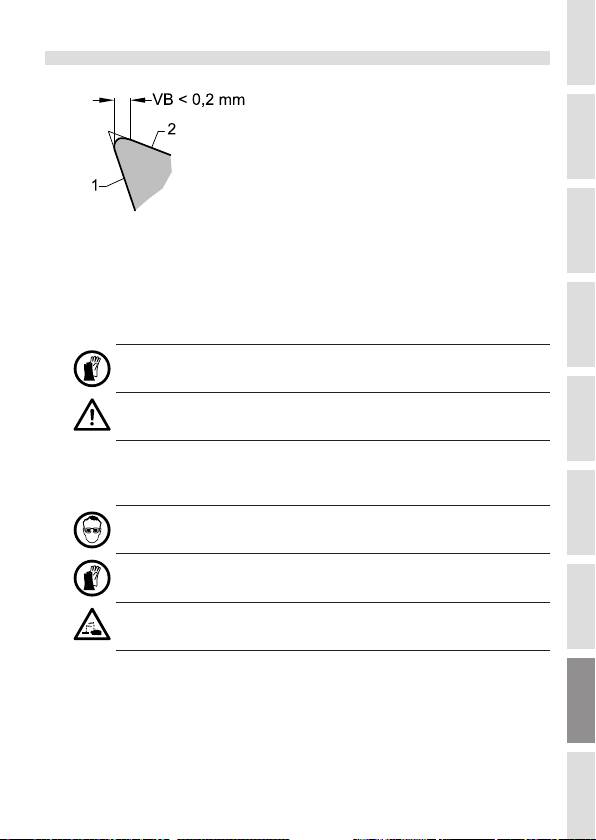
1 Superficies tensoras (flanges)
2 Superficie livre (saída)
Por motivos relacionados a segurança do trabalho, as pastilhas / gumes de corte devem
ser reparados (ver parágrafo “Afiar, reparar, modificar”) somente quando:
- a largura das marcas de desgaste VB nos gumes de corte for superior a 0,2 mm –
Français
prestar atenção as principais zonas de desgaste.
- foram detectadas falhas no corte.
- o consumo de energia aumentar de forma expressiva.
Usar luvas de proteção!
Español
Perigo de ferimento devido a gumes de corte afiados!
A limpeza regular da resina e cola dos gumes de corte, aumenta a vida útil e a segurança
Português
operacional.
Usar proteção ocular e das mãos para realizar os trabalhos de limpeza.
Use óculos de segurança!
Русский
Usar luvas de proteção!
Os produtos de limpeza podem agredir a pele, olhos, ferramentas ou dispositivos
de fixação.
中文
Utilizar apenas elementos e detergentes de limpeza que não ataquem o matéria. Por
exemplo, Sur-Tec 194 somente para aço; Sur-Tec 143 ou Avilub METACLEAN 788 para
alumínio e aço.
4101/2013 ID.524661 V1.0
日日本本語語
Os produtos de limpeza e conservação podem ser adquiridos no fabricante da
Deutsch
ferramenta.
Devem ser observadas as indicações do fabricante do produto de limpeza.
As ferramentas de processamento de madeira e os dispositivos de aperto devem ser
protegidos contra a humidade para não apresentarem problemas de corrosão.Produtos
de conservação: óleos universais, por ex. WD 40 ou Ballistol.
1.6 Reparar, modificar, afiar
English
1.6.1
Requisitos gerais
Os trabalhos de reparação e modificações, somente podem ser realizados pelo fabricante
ou por postos de serviços especializados e autorizados.
Apenas pessoal qualificado e com a devida experiência pode afiar, reparar ou modificar
Italiano
as ferramentas, de acordo com as instruções do fabricante.
Perigo de ruptura da ferramenta.
É obrigatório cumprir as normas e tolerâncias para assegurar uma perfeita fixação.
Français
Os técnicos devem estar familiarizados com os seguintes aspectos:
- atualizados tecnicamente em termos de construção e concepção
- as normas nacionais
- as disposições e normas de segurança relevantes
EspañolPortuguês
- dispor dos meios e capacidades para estes trabalhos
Após cada operação de afiação, reparação ou modificação é necessário garantir que
aferramenta preencha os requisitos estabelecidos pela norma Europeia EN 847-
1,especialmente em relação a:
Русский
中文
42
01/2013 ID.524661 V1.0
日日本本語語
Deutsch
English
Italiano
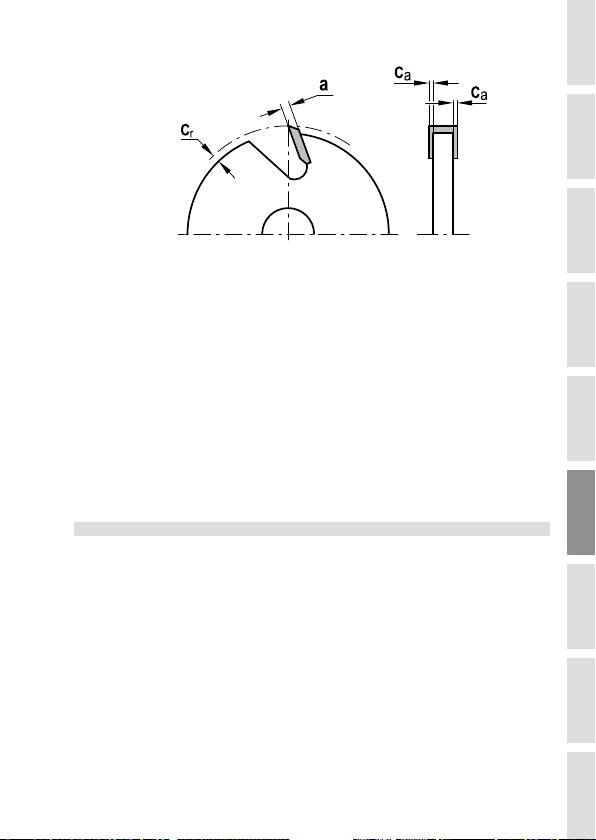
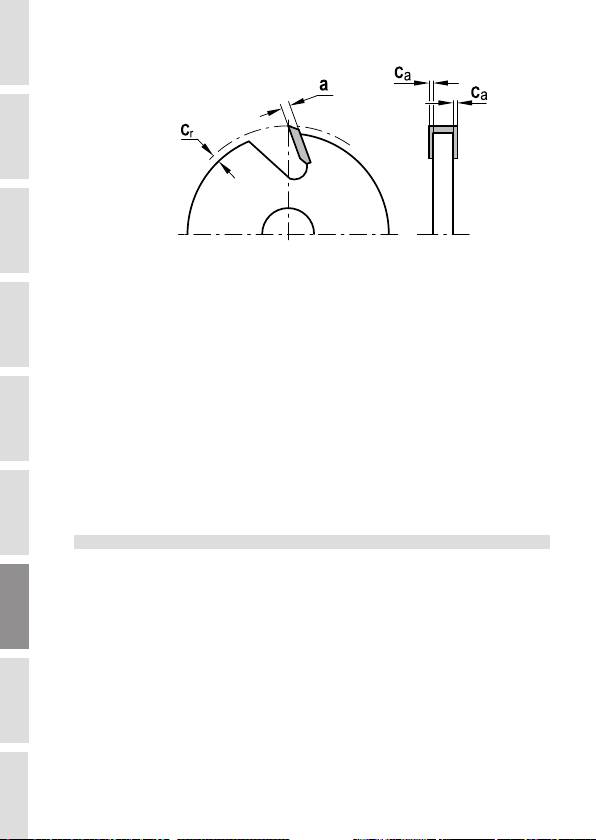
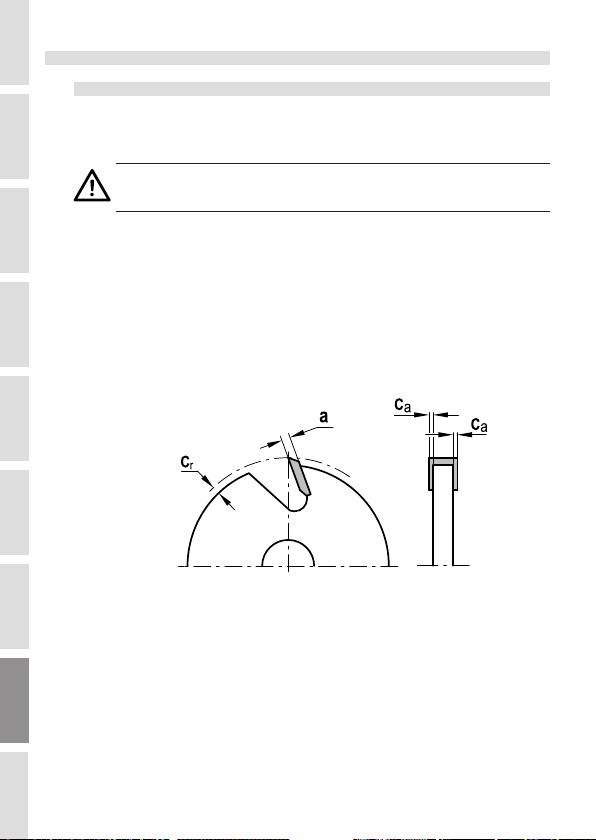
- qualidade de balanceamento
- espessuras das pastilhas a
- saliências das pastilhas cr, ca
O repastilhamento das pastilhas de corte somente pode ser realizado por técnicos
Français
especializados, que dominem o processo de solda e saibam avaliar a interferência deste
processo sobre as tensões no material do corpo e dos gumes de corte.
Ao remover as pastilhas de corte danificadas e ao voltar a soldar novas pastilhas de corte
é necessário assegurar que estes elementos de corte sejam fixados de forma correta no
corpo, e que o processo de solda não gere em tensões críticas no mesmo.
A construção das ferramentas compostas (por ex. ferramentas com pastilhas de corte
soldadas) não podem ser modificadas durante os serviços de manutenção.
Español
Quando a modificação / repastilhamento tenham algum efeito sobre os dados /
identificação da ferramenta, será necessário a atualização dos mesmos. Deverá ser
adicionado o nome / logotipo da empresa que realizou a modificação ou o
repastilhamento.
1.6.2
Afiar
Português
Serras circulares calçadas com pastilhas HW, devem ser basicamente afiadas no peito e
no topo, para um melhor aproveitamento do dente.
Quando afiado o ângulo livre do dente (no topo), o corpo deverá ser rebaixado para
manter a diferença entre a pastilha e o corpo.
A afiação somente no peito do dente, reduz o número de afiações.
Serras circulares calçadas com pastilhas em DP, devem ser afiadas somente no topo da
Русский
pastilha.
Quando a altura restante do dente atingir 1mm, a serra circular deve ser descartada por
razões de segurança.
Solicitar as instruções de afiação junto ao fabricante da ferramenta.
中文
4301/2013 ID.524661 V1.0
日日本本語語
1 Общая часть
Deutsch
Инструмент соответствует требованиям стандарта EN 847-1. Перед запуском
инструмента в работу следует изучить руководством по его эксплуатации!
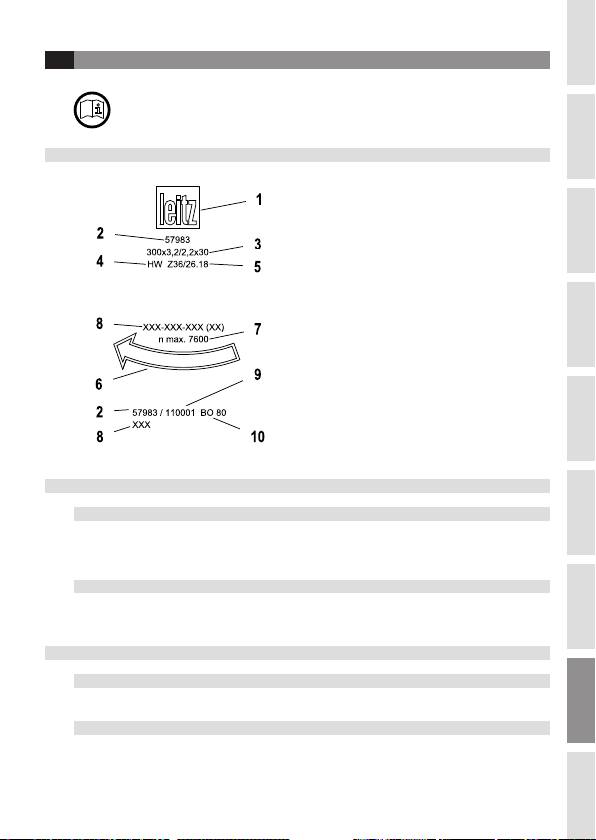
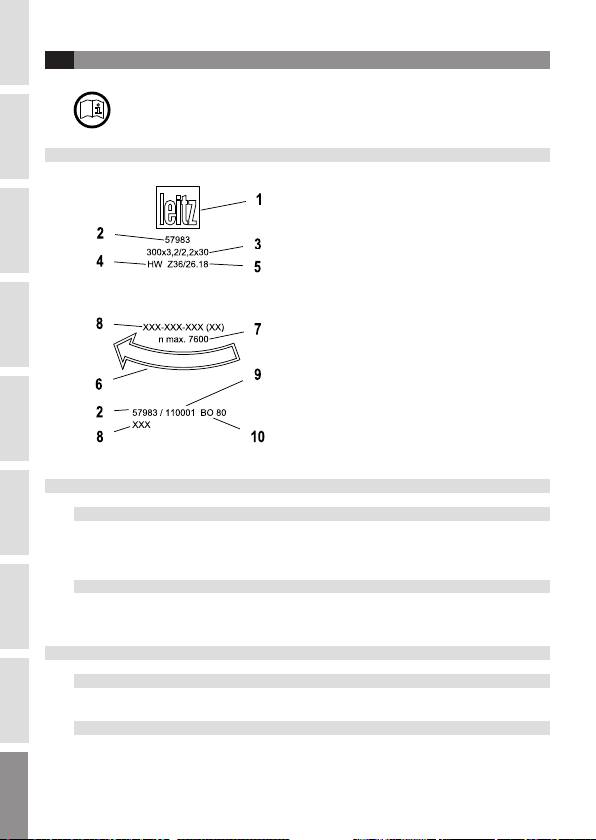
1.1 Маркировка
English
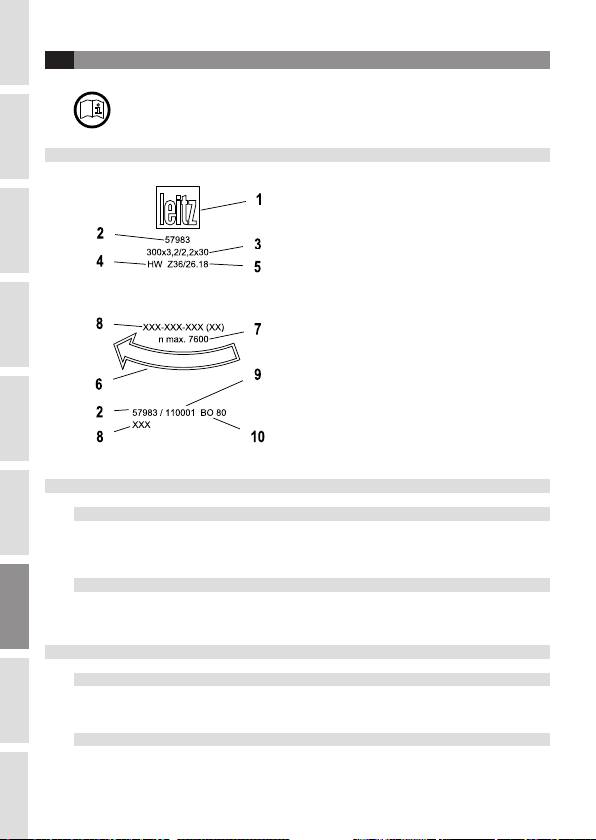
1. Производитель
2. Идент. номер
3. Размеры (D x SB / TDI x BO)
4. Режущий материал
5. количество зубьев / шаг зубьев
6. направление вращения
Italiano
7. Наибольшая частота вращения (n max.)
8. Другие обозначения производителя
9. Вариант
10. Посадочное отверстие
При использовании нескольких инструментов
на одном шпинделе или фрезерной оправке в
качестве рабочей частоты вращения
Français
действительно наименьшее из значений “n
max.”.
EspañolPortuguês
1.2 Режущие материалы и данные для заказа
1.2.1
Режущие материалы
HW = твердый сплав, без покрытия HC = твердый сплав, с покрытием
DP = алмаз поликристаллический DM = алмаз монокристаллический
ST = стеллит
1.2.2
Данные для заказа
Номер артикула
размеры
Форма зуба
идент. номер
количество зубьев
Русский
1.3 Использование в соответствии с назначением
1.3.1 частота вращения n / n max.
Запрещается превышать наибольшую частоту вращения “n max.”, указанную на
инструменте!
中文
1.3.2
Вид эксплуатации и способ работы
Необходимо учитывать рекомендации по пригодности инструмента, заданные
производителем станка.
44
01/2013 ID.524661 V1.0
日日本本語語
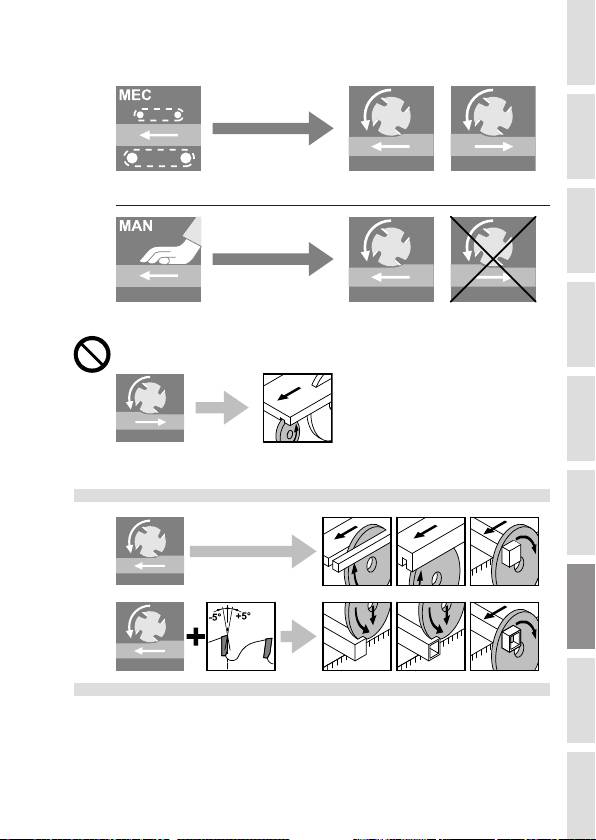
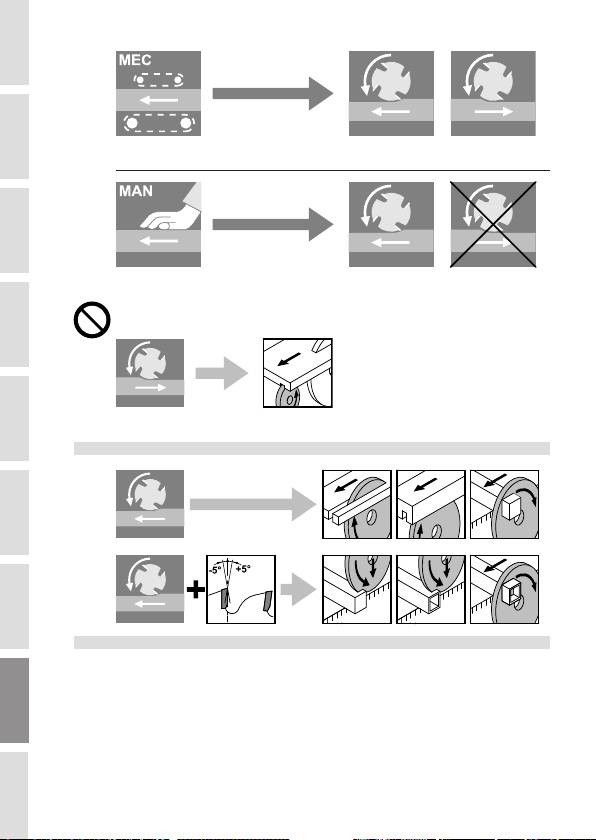
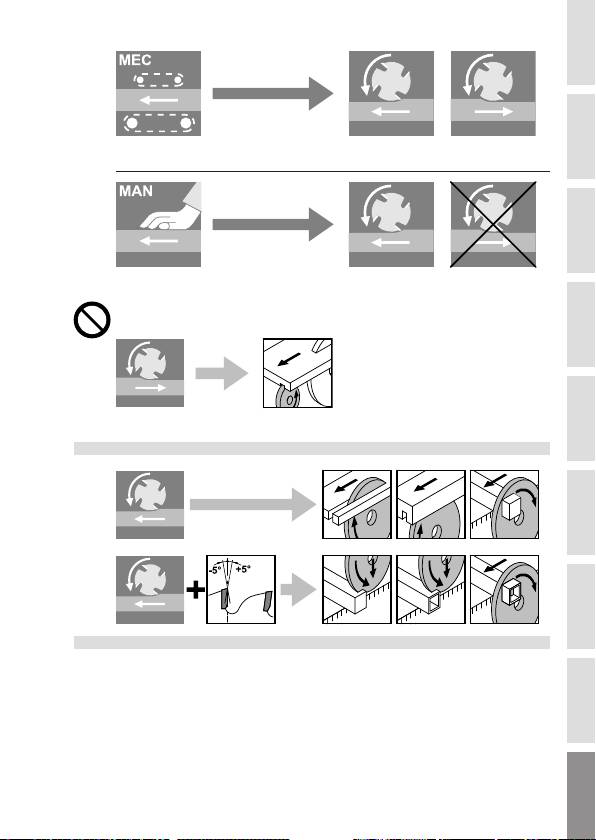
Дисковые пилы разрешается использовать на станках с механической и ручной
подачей.
Deutsch
English
MEC (механическая подача)
Italiano
MAN (ручная подача)
Попутная обработка: запрещается вследствие опасности обратной отдачи!
Français
Español
Подрезка в попутном пилении
допускается!
1.3.3 Вид обработки
Português
Русский
1.3.4
Обрабатываемые материалы
Древесина, древесные материалы и материалы со сравнимыми свойствами по
обработке резанием - согласно проспектам и каталогам. Специальные виды
中文
обработки после согласования с поставщиком.
4501/2013 ID.524661 V1.0
日日本本語語
1.4 Меры безопасности
Deutsch
1.4.1
Эксплуатация
Инструмент должен применяться только для целей, описанных в разделе
“Использование по назначению”!
Необходимо соблюдать действующие национальные предписания по
English
предотвращению несчастных случаев и правила безопасности труда - в частности,
требования по технике безопасности по евростандарту EN 847-1.
1.4.2
Транспортировка
Следует надевать защитные перчатки!
Italiano
Травмоопасно вследствие острых режущих кромок!
Транспортировку осуществлять только в подходящей упаковке!
Français
Особо тщательно и осторожно следует обращаться при упаковке и распаковке
инструмента!
Опасность повреждения!
1.4.3 Монтаж на станке
EspañolPortuguês
Инструмент следует монтировать, фиксировать и вводить в эксплуатацию в
соответствии с предписаниями производителя станка.
Следует исключить возможность непроизвольного включения станка во время
замены инструмента (см. руководство по эксплуатации станка).
Следует надевать защитные перчатки!
Травмоопасно вследствие острых режущих кромок!
Русский
Следует соблюдать рекомендации изготовителей станков относительно
максимальной массы и диаметра инструмента, а также момента затяжки!
Контролируйте параметры настройки станка, особенно частоту и направление
вращения!
中文
Опасность освобождения инструмента!
46
01/2013 ID.524661 V1.0
日日本本語語
Режущие элементы не должны контактировать с крепежным средствами или
деталями станка.
Deutsch
При установке инструментов друг на друга необходимо удостовериться, что
режущие кромки не контактируют друг с другом.
Все зажимные поверхности должны быть очищены от загрязнений, жира, масла
или воды.
Зажимные винты и гайки закручиваются прилагаемым монтажным инструментом
English
или затягиваются в соотвествии с указанным крутящим моментом.
Запрещено производить удлинение монтажных гаечных ключей или
использовать ударный инструмент!
Разрешается использовать только прижимные фланцы, рекомендованные
производителем станка и соответствующие по исполнению и точности
Italiano
изготовления требованиям действующих стандартов
Следует соблюдать наименьший диаметр фланца!
Использование незакрепленных переходных колец и втулок недопустимо .
1.4.4
Меры безопасности
Français
Работать в защитных очках!
Травмоопасно вследствие деталей, вылетающих наружу!
Español
Работать с защитой органов слуха!
Риск заболевания тугоухости!
Português
Инструменты с трещинами на корпусе или деформированными местами крепления
режущих элементов должны быть отбракованы. Наладка и ремонта таких
инструментов запрещены!
Опасность разрушения инструмента.
Русский
Ненадлежащее торможение дисковой пилы, например, посредством
бокового давления на пилу или зажимной фланец, запрещается.
Поврежденные инструменты должны быть проверены специалистом.
中文
4701/2013 ID.524661 V1.0
日日本本語語
Запрещается эксплуатировать деформированный инструмент.
Deutsch
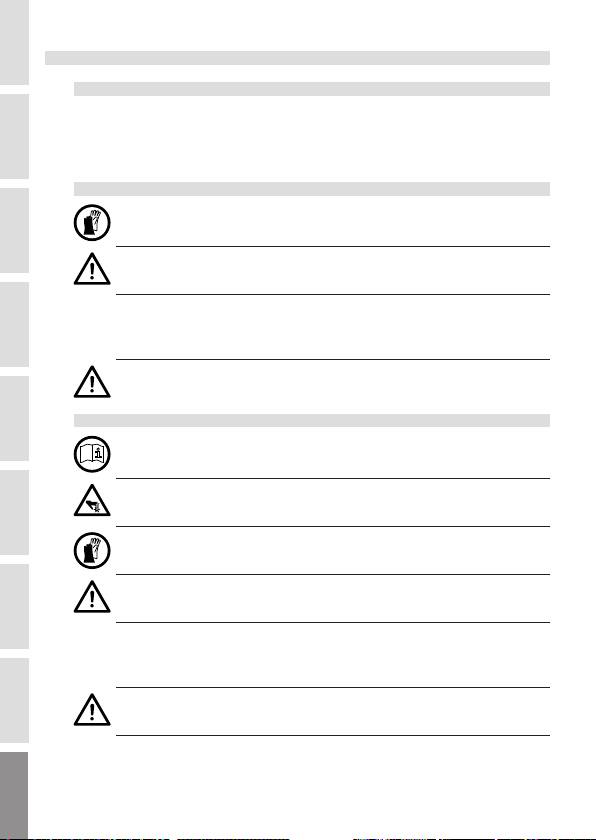
1.5 Очистка и обслуживание инструментов
English
Italiano
1. Передняя грань
2. Задняя грань
Для обеспечения безопасной работы необходимо произвести восстановление
ножей / режущих элементов (см. раздел “Заточка, ремонт, внесение изменений”) в
случаях, если
Français
- ширина фаски износа (VB) на режущих кромках составляет более 0,2 мм -
следует особое внимание обращать на основные зоны затупления.
- имеются различимые сколы на режущих элементах.
- заметно увеличилось энергопотребление станка.
EspañolPortuguês
Следует надевать защитные перчатки!
Травмоопасно вследствие острых режущих кромок!
Регулярная очистка режущих элементов от смолы и клея (засмоленных режущих
кромок) повышает стойкость и производственную безопасность.
При очистке инструмента следует пользоваться защитными средствами для рук и
глаз.
Работать в защитных очках!
Русский
Следует работать в защитных перчатках!
Чистящие средства могут вредно воздействовать на кожу и глаза, а также
中文
повреждать инструмент или зажимной элемент.
48
01/2013 ID.524661 V1.0
日日本本語語
Следует использовать только те чистящие средства, которые не вступают в
реакцию с материалом, например, Sur-Тес 194 для стали и соответственно Sur-Тес
Deutsch
143 или Avilub METACLEAN 788 для алюминия и стали.
Рекомендации по соответствующим средствам для очистки и обслуживания можно
получить у производителя инструментов.
Следует выполнять указания производителя чистящих средств.
Дереворежущие инструменты и зажимные приспособления должны быть
защищены от воздействия влаги во избежание коррозии. Подходящими
English
средствами являются универсальные масла, например, WD 40 или Ballistol
1.6 Восстановление, внесение изменений, заточка
1.6.1
Общие требования
Работы по восстановлению и внесению изменений разрешается выполнять только
Italiano
у производителя или в авторизованных сервисных центрах.
Заточку, восстановительный ремонт и внесение изменений в инструмент
разрешается производить только специалистам с соответствующим опытом
согласно инструкциям производителя.
Опасность разрушения инструмента.
Français
Необходимо соблюдать допуски на конструктивные элементы, гарантирующие
надежный зажим.
Специалисты должны быть осведомлены:
Español
- о современном уровнем развития техники в отношении конструкции и
технического исполнения;
- о национальных инструкциях, а также о соответствующих требованиях и
стандартах по безопасной эксплуатации.
- должны располагать основными необходимыми средствами и способностями для
Português
проведения этих работ.
- и обычных средств и навыков для этой работы.
После каждой заточки, ремонта или внесения изменений следует убедиться в том,
что инструмент соотвествует требованиям европейского стандарта EN 847-1,
особенно по следующим параметрам:
Русский
中文
4901/2013 ID.524661 V1.0
日日本本語語
Deutsch
English
Italiano
- остаточный дисбаланс
- толщина режущей пластинки “а”
- выступ режущей пластинки “cr”, “ca”
Français
Оснащение новыми режущими пластинками может производиться только
специалистами, которые владеют процессом пайки и могут оценить влияние этого
процесса на внутренние напряжения в корпусе и режущем материале.
При выпаивании поврежденных режущих пластин и последующей напайке новых
необходимо обеспечить правильное крепление режущих элементов на корпусе и
удостовериться, что в корпусе отсутствуют критические внутренние напряжения в
результате процесса пайки.
EspañolPortuguês
При восстановительном ремонте составных инструментов (например, инструментов
с напаянными режущими пластинами) запрещается изменять их конструкцию.
Если вследствие внесения изменений или напайки новых режущих пластин
изменяются параметры, маркированные на инструменте, то их необходимо
актуализировать. В маркировку следует добавить наименование и логотип
предприятия, производившего внесение изменений или напайку новых пластин.
1.6.2 переточка
Дисковые пилы, оснащенные твердосплавными пластинками, должны обязательно
затачиваться по передней и задней граням для оптимального использования
зубьев.
Перед заточкой задней грани следует осадить корпус для обеспечения
достаточного выступа зуба.
Русский
Заточка только по передней грани сокращает количество возможных переточек.
Дисковые пилы, оснащенные алмазными пластинками, затачиваются
исключительно по задней грани.
Если остаточная высота зуба достигает 1 мм, дисковую пилу следует отбраковать
по причине безопасности.
Инструкцию по заточке необходимо запросить у производителя инструмента.
中文
50
01/2013 ID.524661 V1.0
日日本本語語
1
总信息
Deutsch
刀具符合EN847-1的要求。在使用刀具之前,请参阅说明书!
1.1
标记
English
1.制造商
2.产品编号
3.外形尺寸(DxSB/TDIxBO)
4.切削刃材料
5.齿数/齿分布
6.旋转方向
7.最高运行转速(nmax.)
Italiano
8.制造商的其它标记
9.变化
10.内孔
当刀轴或刀柄上装多片刀具时,以其中最低的最
高转速nmax.作为极限转速
Français
Español
1.2
切削材料和订货明细
1.2.1
切削刃材料
HW=硬质合金HC=硬质金属,带涂层
Português
DP=多晶金刚石DM=单晶金刚石
ST=斯太立合金
1.2.2
订货明细
型号
尺寸
齿形
产品编号
齿数
Русский
1.3
预订用途
1.3.1
RPM n / n max.
不得超过刀具上指明最大转速“nmax”!
1.3.2
使用类别和工作方式
中文
请参照机器制造厂商对刀具使用参数的说明。
圆锯片可在机器上作机械和手动进给。
5101/2013 ID.524661 V1.0
日日本本語語
Deutsch
MMEECC((机机械械进进给给))
English
Italiano
MMAANN((手手动动进进给给))
在在顺顺铣铣时时,,不不允允许许有有回回弹弹的的危危险险。。
Français
划划线线锯锯只只许许顺顺铣铣!!
EspañolPortuguês
1.3.3
加工方式
Русский
1.3.4
待加工的材料
木材,木质人造板和类似的加工特性的材料,根据销售文件资料。特殊的应用经制造商许
可。
中文
52
01/2013 ID.524661 V1.0
日日本本語語
1.4
安全操作
Deutsch
1.4.1
应用
刀具的使用必须尊照“使用参数”章节里的说明。
必须符国家现行的事故预防和安全法规-特别是欧洲标准EN847-1的安全规定
English
1.4.2
运输
带安全手套!当心受伤!
切切削削刃刃锋锋利利,,当当心心受受伤伤!!
Italiano
运输必须合理包装。当心损坏!
装箱/拆箱要格外小心!
Français
当当心心损损坏坏!!
1.4.3
安装在机器上
按照机器制造商的说明安装,锁紧和使用刀具。
Español
在更换刀具时不允许启动机器(见机器的操作手册)。
带安全手套!当心受伤!
Português
切切削削刃刃锋锋利利,,当当心心受受伤伤!!
必须遵守机床制造商给定的刀具重量,刀具直径和扭矩方面的规格!
Русский
检查机器的参数设定,特别是转速和旋转方向
刀刀具具松松动动的的危危险险
中文
切削部件不能碰及夹紧元件和机器部件。
使用叠加的刀具时是应检查,刀刃是否相互干涉。
5301/2013 ID.524661 V1.0
日日本本語語
所有夹紧面必须清洁,无油脂和水等杂物。
Deutsch
用合适的安装工具或建议的扭矩锁紧装夹螺钉和压盖。
不不允允许许延延长长使使用用夹夹紧紧扳扳手手或或锤锤子子类类工工具具的的期期限限。。
仅使用机器上认可的夹紧法兰盘,符合标准规定的设计和制造精度。
English
保持最小的法兰直径!
不不允允许许使使用用松松动动的的垫垫片片和和轴轴套套。。
Italiano
1.4.4
警惕
佩戴安全防护眼镜!
零零件件飞飞出出的的受受伤伤的的危危险险。。
Français
佩戴耳塞保护!
听听力力减减退退的的风风险险!!
EspañolPortuguês
刀体开裂或刀刃齿坐变形的刀具必须丢弃。这些刀具的修磨或维修是不允许的!
刀刀具具折折断断的的危危险险。。
不不适适当当制制动动锯锯片片,,如如。。通通过过侧侧压压锯锯片片或或锯锯片片法法兰兰是是不不允允许许的的。。
损坏的刀具须由专业人员检查。
Русский
不不可可以以再再使使用用已已变变形形的的刀刀具具。。
中文
54
01/2013 ID.524661 V1.0
日日本本語語
1.5
清洁和保养
Deutsch
English
1排屑区域
2后刀面
Italiano
出于劳动安全的原因,刀头/刀刃(进行保养(参见“改型、重磨服务章节)最迟应在
-在刀刃磨损宽度VB大于0.2mm时-特别注意观察主磨损面。
-可见切削刃崩缺。
-机器的电流值明显增大。
带安全手套!当心受伤!
Français
切切削削刃刃锋锋利利,,当当心心受受伤伤!!
Español
经常清洁刀刃上的树脂和胶状物可延长使用寿命和操作安全性。
清洁时要保护手和眼睛。
佩戴安全防护眼镜!
Português
戴上安全手套
清清洁洁剂剂会会造造成成皮皮肤肤,,眼眼睛睛的的损损伤伤并并损损坏坏刀刀具具和和夹夹具具。。
Русский
只能采用不腐蚀刀具材料的清洁剂,,如SUR-Tec194用于钢材,Sur-Tec143或Avilub
METACLEAN788用于铝和钢。
清洁剂和防锈油可从刀具制造商处购买。
注意清洁剂制造商的说明。
中文
木材加工刀具和夹具应防潮,以避免锈蚀。适用的防锈剂应为:通用防锈油,如WD40或B
allistol防锈油
5501/2013 ID.524661 V1.0
日日本本語語
1.6
服务、改型与修磨
Deutsch
1.6.1
总说明
只能由制造厂商或由制造厂商授权的专业修理部进行服务和修磨。
只能由有经验的专业人员参照制造商的说明才能对刀具进行修磨、修理和和修正。
English
刀刀具具折折断断的的危危险险。。
公差必须保证,以确保精确夹紧。
Italiano
专业人员必须具有专业的技术水平和经验:
-当前的木工刀具设计和安装方面的工程标准。
-相关的国家标准和规定
-相关的安全标准和规定
-必须具有必要的从事此项工作的能力
Français
刀具维护和修磨后,应仍符合欧洲标准EN847-1,特别在:
EspañolPortuguês
-平衡量
Русский
-刀片厚度a
-刀片伸出量cr,ca
换齿只可由对焊接流程熟悉的专业人员进行操作,以正确估计焊接过程对刀体和切削材料
的张力影响。
在卸除损坏的刀片并重新焊上新的刀片时必须确保刀刃固定在正确的位置,且焊接工艺过
中文
程不会存在临界压力。
保养时不允许更改组合刀具的结构(例如焊有刀刃的刀具)。
若刀具的更改或更新影响到刀具的标识,要相应更新标识,并注明更改公司的名称和公司
标志。
56
01/2013 ID.524661 V1.0
日日本本語語

1.6.2
重磨
Deutsch
硬质合金圆锯片一般应该修磨前刀面和后刀面,使锯齿得到最佳的利用。
当刃磨时必须刀体后面复位(修磨减少刀体直径),以确保足够的齿刃突出高度。
只修磨前刀面,会降低可能次数。
金刚石圆锯片只刃磨后刀面。
当剩余的齿高只有1毫米,出于安全原因,圆锯片必须报废。
English
从刀具制造商处索取修磨说明。
Italiano
Français
Español
Português
Русский
中文
5701/2013 ID.524661 V1.0
日日本本語語
1
一般事項
Deutsch
こちらの刃物は欧州規格EN 847-
1に対応しています。ご使用前に必ず取扱説明書をお読みください。
1.1
表示
English
1. 製造メーカー
2. ID-No.(商品番号)
3. 寸法(D 外径 x SB 刃幅 / TDI 台金厚 x BO 孔径)
4. 材質
5. 刃数 / 刃のピッチ
6. 回転方向
Italiano
7. 最高回転数(n max.)
8. 他表示
9. 変更
10. 孔径
一つのアーバーに複数の刃物が搭載される場合、
最高回転数は最も少ない値のものを限界としま
す。
Français
EspañolPortuguês
1.2
刃質と発注詳細事項
1.2.1
刃質
HW = 超硬(コーティング無)HC = 超硬(コーティング付)
DP = ポリクリスタルダイヤモンドDM = モノクリスタルダイヤモンド
ST = ステライト鋼
1.2.2
発注明細事項
品目番号
寸法
歯型
ID-No.(商品番号)
刃数
Русский
1.3
使用目的
1.3.1
回転数/最高回転数
工具に表示された最高回転数”n-max”を超えて使用しないでください。
中文
1.3.2
使用分類と加工方法
刃物の適合性に関しては機械メーカーの仕様にご留意ください。
チップソーは手送り又は機械送りの機械で使用してください。
58
01/2013 ID.524661 V1.0
日日本本語語
Deutsch
““MMEECC”” 機機械械送送りり用用刃刃物物
English
Italiano
““MMAANN”” 手手送送りり用用刃刃物物
ダダウウンンカカッットト::
手手送送りりのの場場合合、、材材がが飛飛ばばさされれ事事故故がが起起ききるるリリススククががあありりまますすののでで絶絶対対ににおお止止めめくくだだささいい
。。
Français
ダダウウンンカカッットトででケケビビキキががででききまますす。。
1.3.3
加工方法
Español
Português
Русский
1.3.4
加工材
“木材、木質材料、その他類似の切断特性を持つ材料 ->
製品情報参照し、製造メーカー推奨の加工方法に従ってください。”
中文
5901/2013 ID.524661 V1.0
日日本本語語
1.4
安全な取り扱い
Deutsch
1.4.1
アプリケーション
刃物は”使用目的”の記述を厳守してご使用ください。
事故防止及び作業の安全衛生のための法律・規定( 特に欧州規格EN847-1)
English
を順守してください。
1.4.2
運送
“安全手袋を着用してください!
Italiano
鋭鋭利利なな刃刃先先でで怪怪我我ををすするる恐恐れれががあありりまますす!!
“適切な梱包で運送してください。
梱包及び開梱の際には十分注意してください。
Français
破破損損のの恐恐れれががあありりまますす!!””
1.4.3
機械への取り付け
刃物は、機械メーカーの指示に従った取り付け、固定、操作をしてください。
EspañolPortuguês
刃物交換中には絶対に機械を稼働させないでください。(機械の取扱説明書を参照して
ください)
“安全手袋を着用してください!
鋭鋭利利なな刃刃先先でで怪怪我我ををすするる恐恐れれががあありりまますす!!
Русский
最大工具重量、外径、起動トルクは機械メーカーのガイドラインを厳守してください。
機械の設定をご確認ください。 特に回転数と回転方向にはご注意ください。
刃刃物物ががははずずれれるる恐恐れれががあありりまますす。。
中文
切削部分はクランピング部分や機械に触れないようにしてください。
60
01/2013 ID.524661 V1.0
日日本本語語
