Ivoclar Vivadent IPS Empress CAD Chairside v.1 – page 5
Manual for Ivoclar Vivadent IPS Empress CAD Chairside v.1
Applying the IPS Empress Esthetic Veneer materials
IPS Empress Esthetic Veneer Wash Pastes
Given the 2 : 1 effect of the wash pastes, i.e. bonding and characterization in one step, highly aesthetic restorations can
be fabricated very efficiently.
The neutral wash paste produces the direct bond to the reduced restorations and is always applied first on the restoration;
it enables a homogeneous bond. Subsequently, the reduced restorations are individually characterized using the 5 standard
wash pastes. Ideal shade gradations permit individualized characterizations of the highest order. The 5 standard wash
pastes may be individually shaded using the 5 wash paste modifiers or the neutral paste.
neutral low value high value MM
MM
MM
Modifier
Modifier
Modifier
Modifier
Modifier
light-salmon
yellow-
reddish-
copper
orange
sky blue
basic yellow
basic red
orange
orange
6 standard wash pastes for individual internal characterizations
5 wash pastes modifiers permit individual shading of the standard wash
pastes.
IPS Empress Esthetic Veneer Incisal Opal
The opalescent materials are available in three different gradations (low, medium, and high translucency).
They feature an incisal-like fluorescence and true-to-nature opalescence. The high stability and excellent
modelling properties permit detailed layering of life-like incisal edges. The opalescent effect
demonstrates high firing stability.
IPS Empress Esthetic Veneer Transpa
The Transparent materials in 2 shade nuances are used for the true-to-nature reproduction of
transparent areas, particularly in the incisal third.
IPS Empress Esthetic Veneer Incisal
The Incisal materials are available in 6 shade nuances and are used for additional characterizations in the
incisal area.
IPS Empress Esthetic Veneer Chroma Modifier
These materials support the shade intensity of the reduced restoration and are available in shades
110/A1 and 210/A3.
IPS Empress Esthetic Veneer Brightener
Used to increase the brightness value.
IPS Empress Esthetic Veneer Build-Up Liquid
The Build-Up Liquid is used to mix the IPS Empress Esthetic Veneer materials and the IPS Empress Add-
On corrective material. IPS Empress Esthetic Veneer Build-Up Liquid must be used since other build-up
liquids may contain organic additives that could leave a residue.
33

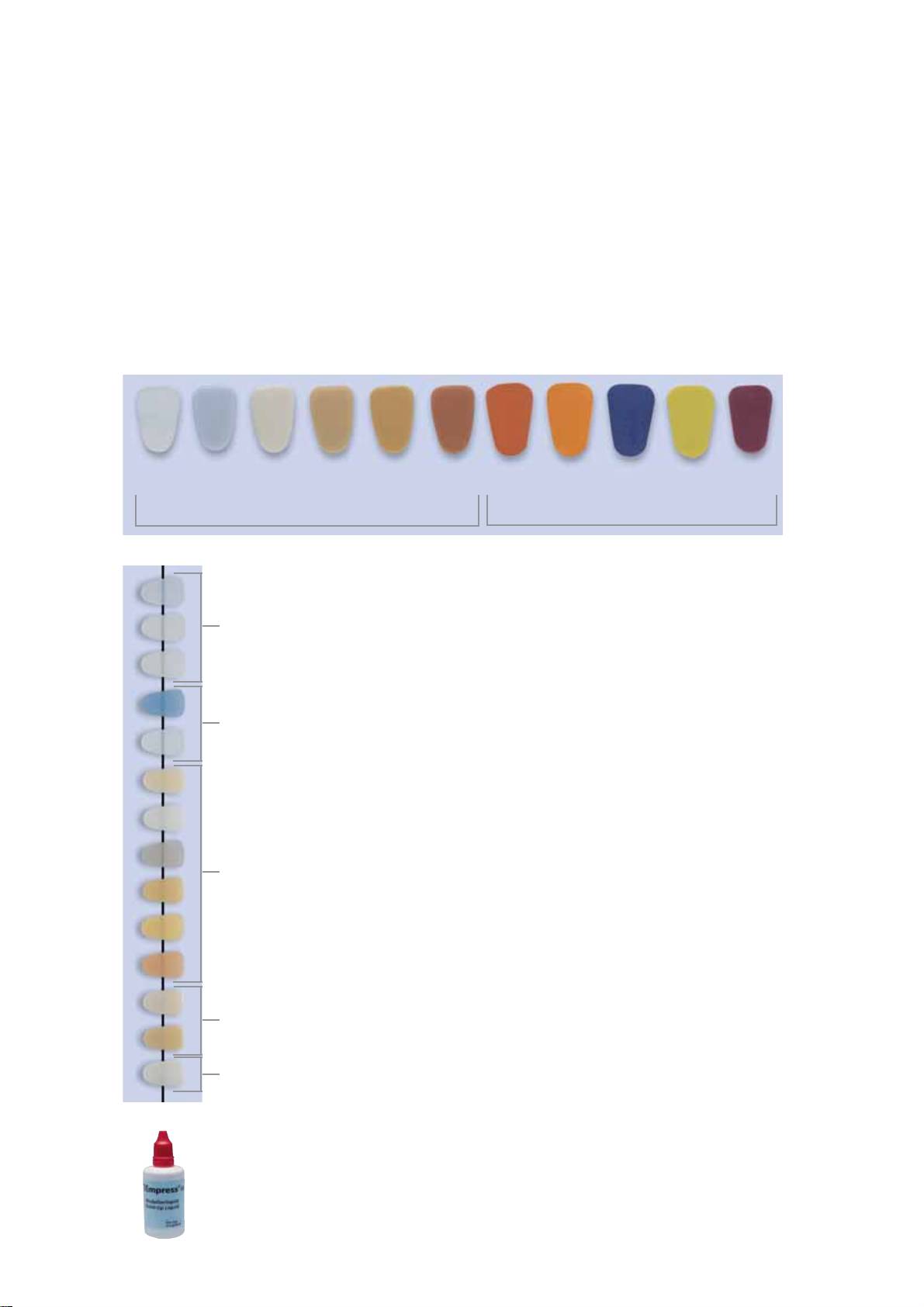
Cut-back technique
Before the cut-back is carried out, the following points must be observed:
– Use only suitable, fine-grained (grain size < 60 µm), ceramic-bonded grinding instruments or diamonds at a speed of up
to 20,000 rpm and little pressure.
– Carefully finish the restoration margins using rubber and silicone polishers (Speed: <10,000 rpm)
– Overheating the glass-ceramic must be prevented.
– If the wrong grinding instruments are used, marginal chipping and local overheating may occur.
– Smooth out attachment point of the holder and take the proximal contact points into account.
– Before the cut-back the veneer or anterior crown should correspond with the final tooth shape.
– The incisal length must be exactly defined and the occluding surfaces taken into account.
– A palatal silicone key is used as a reference for the cut-back.
– The silicone key should slightly embrace the incisal edge.
Before the cut-back the veneer or anterior crown should correspond with the final tooth shape. Fabricate a palatal silicone key.
Please see page 27 for information about the
fabrication of a control die using IPS Natural Die
Material.
The control die made of IPS Natural Die Material is the optimum basis for sound
shade reproduction.
34
The cut-back is conducted in 3 steps. Only in this way is a targeted and controlled reduction possible. The following
working procedure should be observed:
– Use only suitable grinding instruments for the cut-back (e.g. ceramic-bonded grinding instruments and diamonds) at low
speed.
– Too much pressure and excess heat development during grinding must be prevented.
– The thickness of the reduced IPS Empress CAD restoration must not fall below the required minimum of 0.5 mm.
– Step 1: Proximal cut-back - the mesial and distal ridges are reduced.
– Step 2: Labial/incisal cut-back - volume and length are tapered and reduced
– Step 3: Mamelon cut-back - design life-like mamelons using abrasive silicone disks at low pressure.
– Refrain from designing too extreme mamelons with undercuts.
Too much pressure and excess heat development during cut-back must be prevented. Step 1: Proximal cut-back – the mesial and distal ridges are reduced.
Step 2: Labial/incisal cut-back – volume and length are tapered and reduced.
Step 3: Mamelon cut-back – design life-like mamelons using abrasive silicone disks.
Refrain from designing too extreme mamelons with undercuts.
Completed cut-back of the incisal third.
35
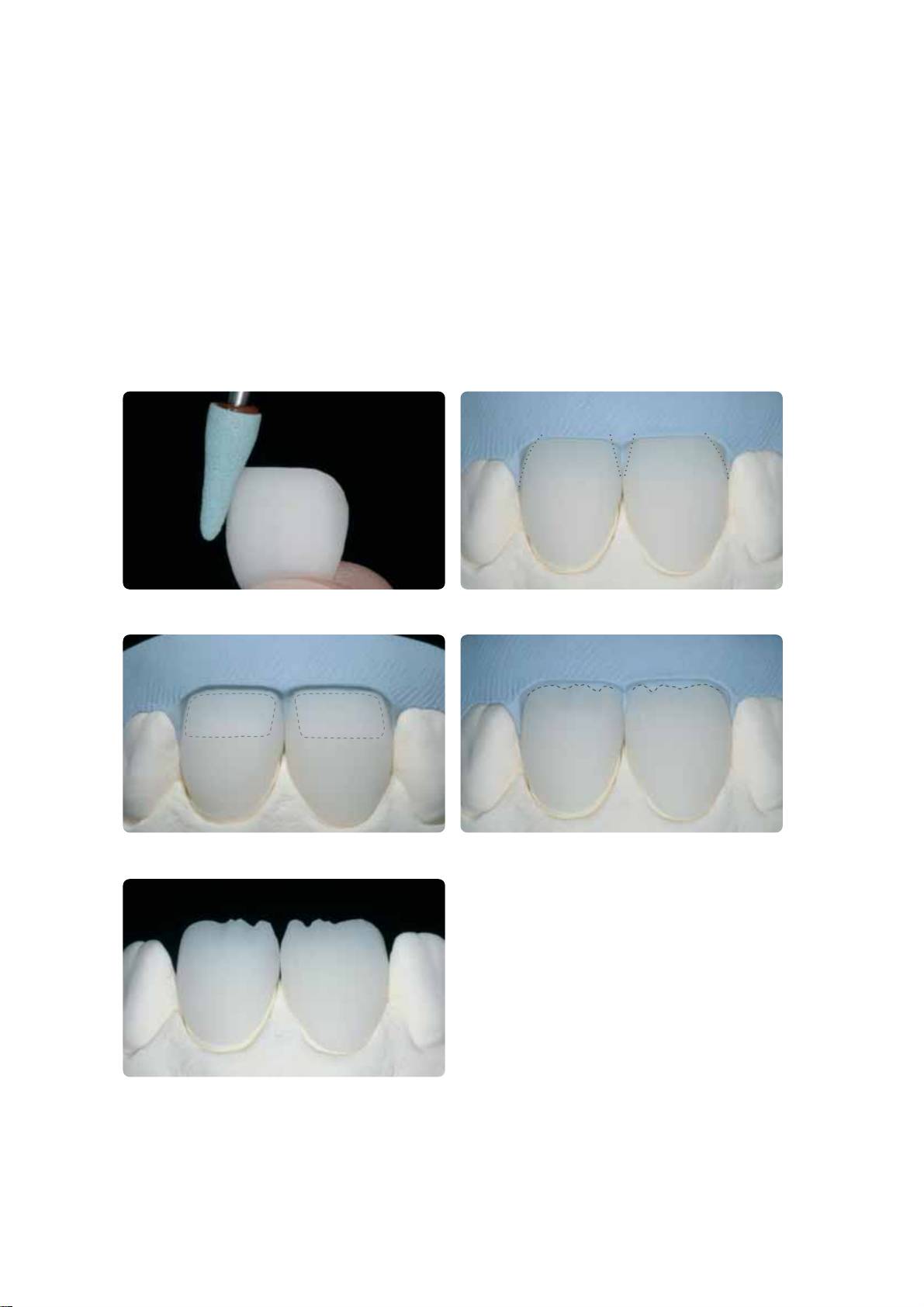
Preparing for veneering
Before veneering, the restorations must be free of dirt and grease. Avoid any contamination after cleaning.
Observe the following procedure:
– Clean the restoration carefully by blasting with Al
2
O
3
at 0.5 bar pressure (Caution: abrasive) and clean with ultrasound
in a water bath or using the steam jet.
- Certain blasting devices require different settings for the intended blasting procedure.
Carefully blast the restoration with Al
2
O
3
at 0.5 bar pressure (Caution: abrasive) Clean the restoration with ultrasound in a water bath or using the steam jet
Veneering of IPS Empress CAD with IPS Empress Esthetic Veneer
The IPS Empress CAD restoration is veneered and finished in 3 steps:
Step 1: IPS Empress Esthetic Veneer Wash Paste for an excellent bond and in-depth shading
Step 2: IPS Empress Esthetic Veneer for individualized aesthetics in the incisal third
Step 3: IPS Empress Universal Shade/Stains and Glaze for final staining and glazing
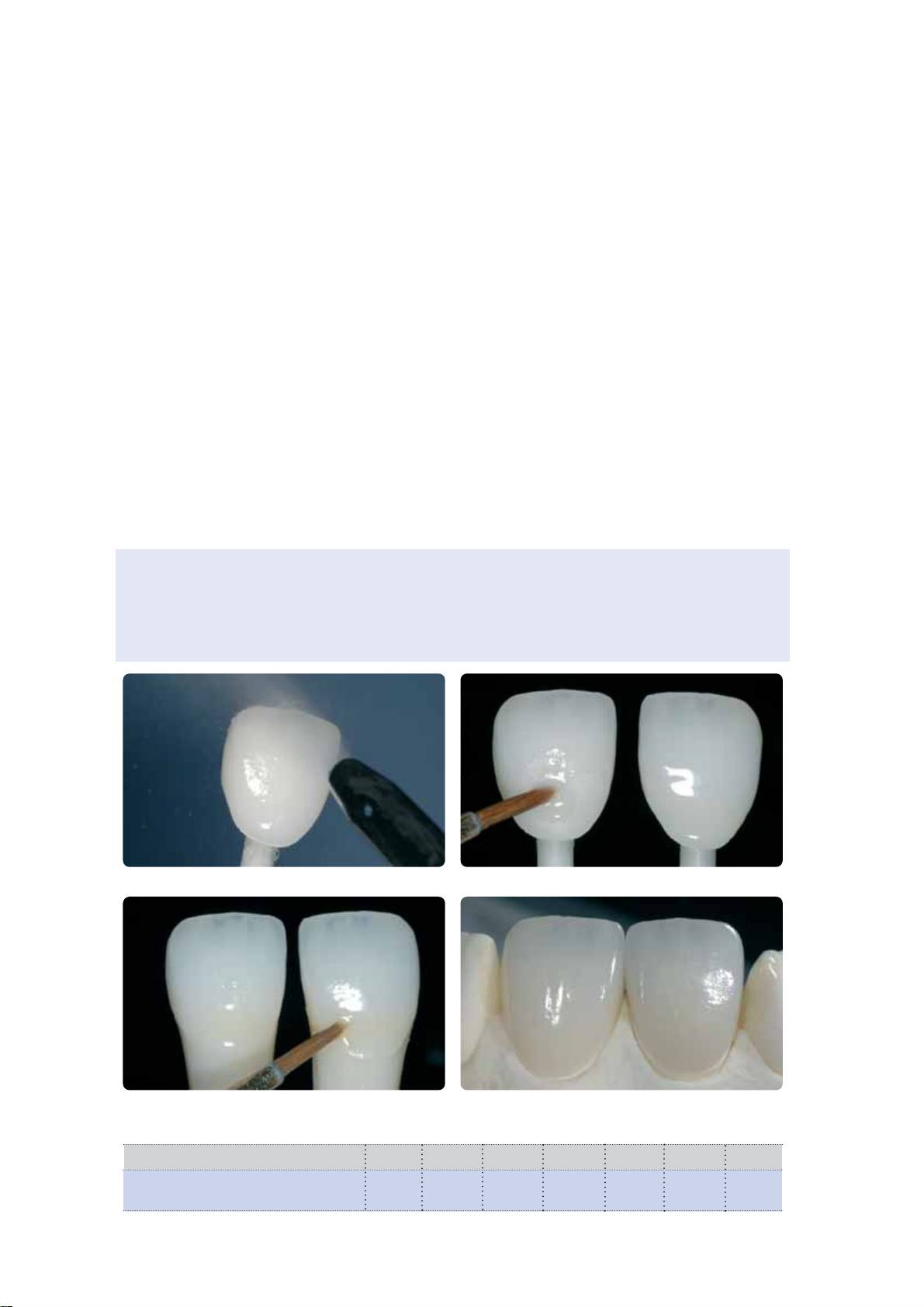
Wash firing with IPS Empress Esthetic Veneer Wash Pastes
The wash firing enables an optimum bond to the reduced IPS Empress CAD restorations.
The following working procedure should be observed:
– Extrude IPS Empress Esthetic Veneer Wash Paste neutral from the syringe and thin it with a small amount of IPS Empress
Universal Glaze and Stain Liquid, if required.
– Apply IPS Empress Esthetic Veneer Wash Paste neutral thinly on the entire surface to be veneered, in order to enable an
optimum bond.
– Depending on the individual patient situation, design mamelons.
– Apply internal effects using Modifier (pure or diluted).
– The mamelons and internal effects are applied on the unfired Wash Paste neutral layer.
– Note: The shade intensity will not be noticeably changed during firing.
– Place veneers and anterior crowns on the honey-comb firing tray with the help of metal pins. Additionally support the
veneers with a small amount IPS Object Fix.
Apply IPS Empress Esthetic Veneer Wash Paste neutral thinly on the entire surface to be
Apply mamelons and internal effects.
veneered, in order to enable an optimum bond.
36
Place restorations on the honey-comb firing tray and fire.
Firing parameters for the Wash firing (note the temperature control)
IPS Empress CAD with B S t T H V1 V2
IPS Empress Esthetic Veneer
Wash firing 403°C 4' 60°C 840°C 2' 450°C 839°C
757°F 4' 108°F 1544°F 2' 842°F 1543°F
B = Stand-by temperature °C / °F
T = Firing temperature °C /°F
V
1
= Vacuum-on temperature °C / °F
S = Closing time/minutes
H = Holding time / min.
V
2
= Vacuum-off temperature °C / °F
t
= Temperature increase rate °C/min./ °F/min.
1
st
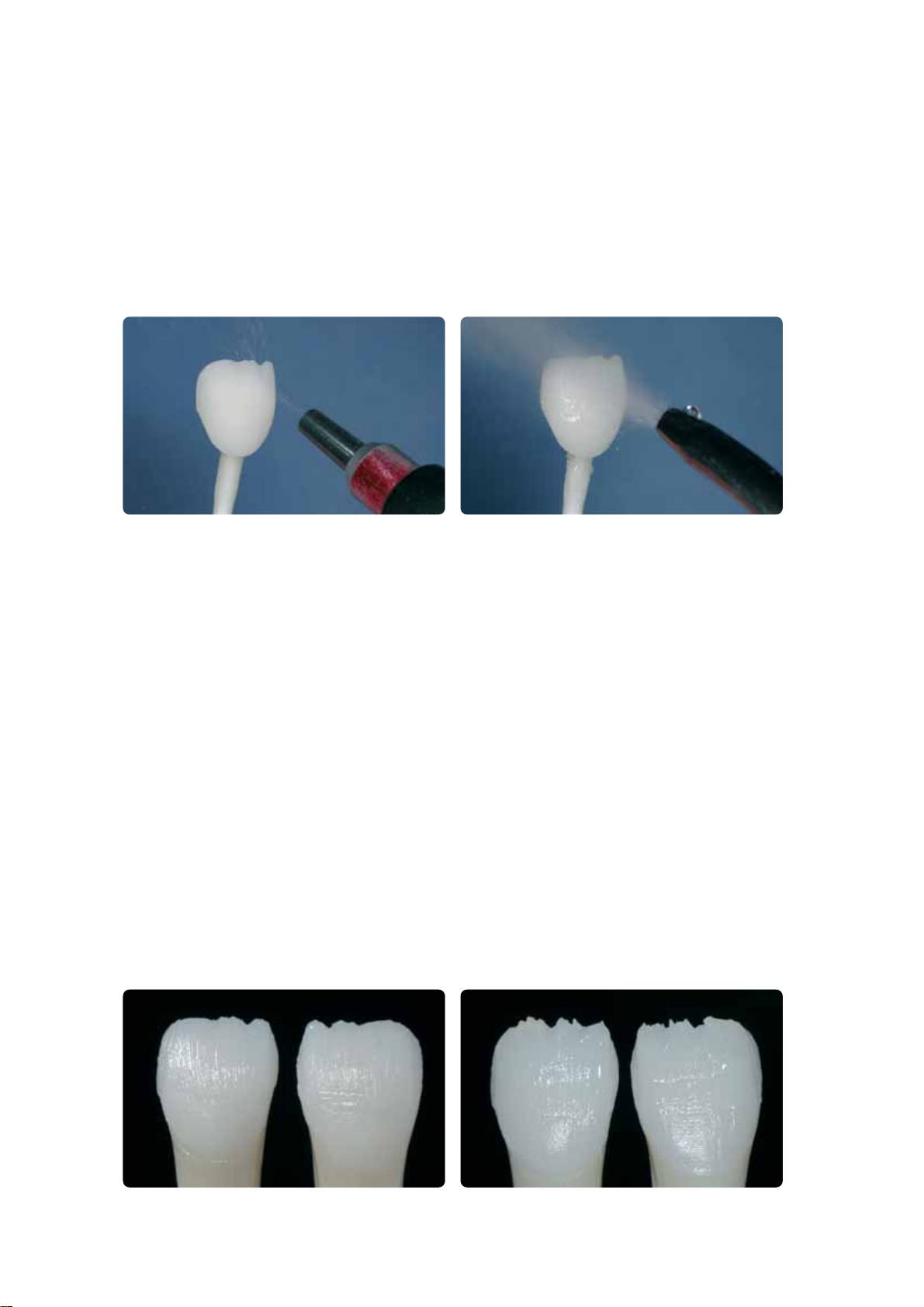
Incisal/Transpa firing with IPS Empress Esthetic Veneer
The incisal third is built-up according to the silicone key. The matching layering materials are listed in the Combination
Table on Page 44. The following working procedure should be observed:
– Mix IPS Empress Esthetic Veneer ceramic materials with the IPS Empress Esthetic Veneer Build-Up Liquid.
– The mixed material should demonstrate good stability. If this is not the case, either too much or too little Build-Up Liquid
was added.
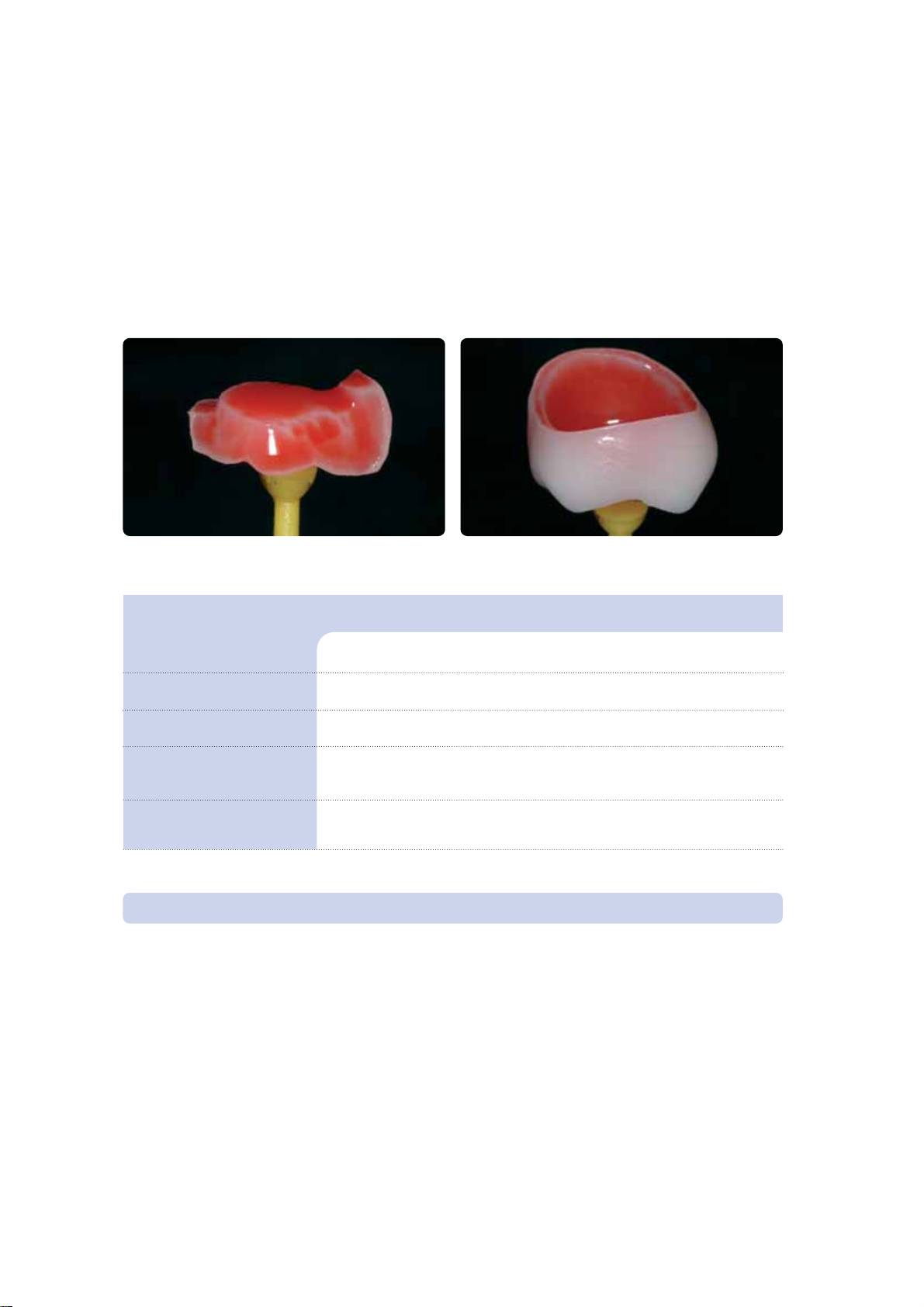
– Build up the materials in accordance with the reduction using a ceramic brush.
– If a life-like incisal third is desired, various materials maybe combined and layered.
– Once the tooth shape has been completed, allow the ceramic material to dry for a short period of time.
– Place veneers and anterior crowns on the honey-comb firing tray with the help of metal pins. Additionally support the
veneers with a small amount of IPS Object Fix.
Build up the materials in accordance with the reduction.
For a life-like incisal third, combine various materials and layer.
Firing parameters for the 1
st
Incisal/Transpa firing (note the temperature control)
IPS Empress CAD with B S t T H V1 V2
IPS Empress Esthetic Veneer
1
st
Incisal/Transpa firing 403°C 4' 60°C 830°C 2' 450°C 829°C
757°F 4' 108°F 1526°F 2' 842°F 1525°F
B = Stand-by temperature °C / °F
T = Firing temperature °C /°F
V
1
= Vacuum-on temperature °C / °F
S = Closing time/minutes
H = Holding time / min.
V
2
= Vacuum-off temperature °C / °F
t
= Temperature increase rate °C/min./ °F/min.
37

2
nd
Incisal/Transpa firing (corrective firing) with IPS Empress Esthetic Veneer
After firing, carefully place the restoration on the model and rework. Proceed as follows for the 2
nd
firing:
– Clean the restoration with ultrasound in a water bath or with the steam jet and completely dry it.
– Already mixed ceramic material may be rewetted with distilled water, or mix fresh IPS Empress Esthetic Veneer materials
with the Build-Up Liquid.
– Complete the missing areas taking the final tooth shape into account.
– Once the tooth shape has been completed, allow the ceramic material to dry for a short period of time.
– Place veneers and anterior crowns on the honey-comb firing tray with the help of metal pins. Additionally support the
veneers with a small amount IPS Object Fix.
Complete the tooth shape with the 2
nd
firing and fire using the firing parameters below.
Firing parameters for the 2
nd
Incisal/Transpa firing (note the temperature control)
IPS Empress CAD with B S t T H V
1
V
2
IPS Empress Esthetic Veneer
2
nd
Incisal/Transpa firing 403°C 4' 60°C 830°C 2' 450°C 829°C
757°F 4' 108°F 1526°F 2' 842°F 1525°F
B = Stand-by temperature °C / °F
T = Firing temperature °C /°F
V
1
= Vacuum-on temperature °C / °F
S = Closing time/minutes
H = Holding time / min.
V
2
= Vacuum-off temperature °C / °F
t
= Temperature increase rate °C/min./ °F/min.
Finishing and preparing for stain and glaze firing
Before the stain and glaze firing, the restoration has to be finished as follows:
– Finish the restoration using diamonds and give it a true-to-nature shape and surface structure, such as growth lines and
convex/concave areas.
– The areas that are not covered with layering ceramic have to be smoothed out and prepolished using silicone disks in
order to obtain an even gloss on the surface after glaze firing.
Finish the restoration with diamonds and give it a true-to-nature shape and surface structure.
38
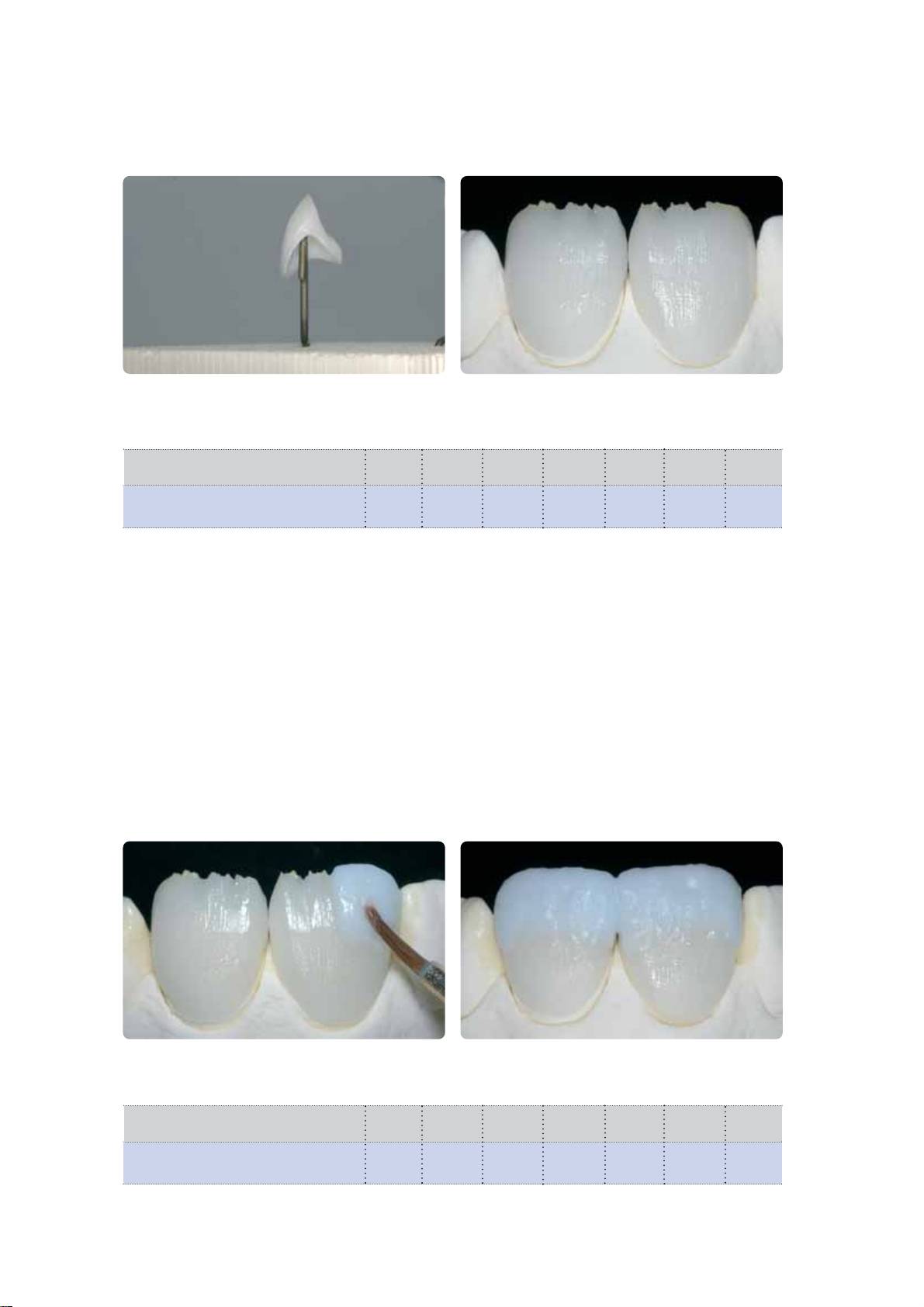
Stain and glaze firing with IPS Empress Universal
The stain and glaze firing is carried out using IPS Empress Universal Shade, Stains, and Glaze material. Depending on the
situation, they can be conducted together or one after the other (see pages 26–28 for further details). Before the stain and
glaze firing, the restoration must be free of dirt and grease. Any contamination after cleaning must be prevented.
The following working procedure should be observed:
– Before staining and glazing, clean the restoration with ultrasound in a water bath or using the steam jet.
– To check the shade, wet the inner aspects of the restoration with IPS Empress Universal Glaze and Stain Liquid, position
the restoration on the control die, and check shade and effects.
– Extrude IPS Empress Universal Glazing Paste from the syringe and mix thoroughly.
– Thin the material to the desired consistency using IPS Empress Universal Glaze and Stain Liquid. Do not excessively dilute
the material, since this may render the glazing procedure difficult to control.
– Apply the glazing material a little thicker on areas that are not covered with layering ceramic. In this way, an even gloss
can be achieved.
– The glazing material must not come into contact with the inner aspects of the restoration.
– Avoid pooling and excessively thick glazing material layers.
– Excessively thin glazing material layers result in an unsatisfactory gloss.
– To intensify the dentin shade in the cervical and central crown third, mix the corresponding Shade material and apply it
directly into the unfired glazing material layer.
– Place veneers and anterior crowns on the honey-comb firing tray with the help of metal pins. Additionally support the
veneers with a small amount IPS Object Fix.
Optional
– If the restoration has been optimally prepolished (silky-mat gloss) in the cervical area (not covered with layering ceramic),
the glazing material can be applied in these areas only. The layering ceramic features a true-to-nature gloss without the
glazing materials.
– If a more intensive shade is required in the cervical area, we recommend conducting a separate stain firing.
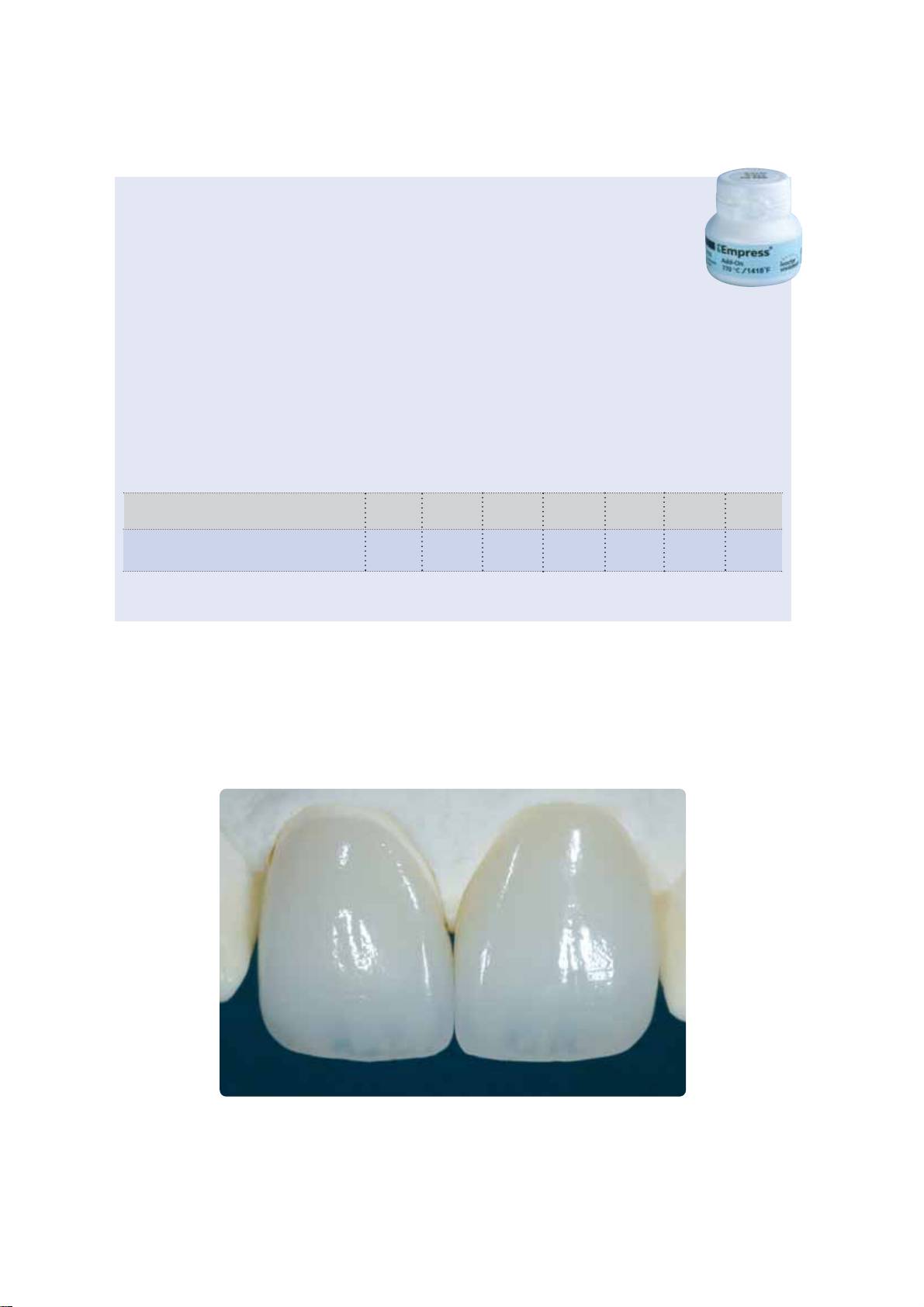
Clean restoration with ultrasound in a water bath or using the steam jet. Evenly apply the glazing material to the entire outer surfaces of the restoration.
Apply the mixed Shades directly into the unfired glazing material layer. Completely layered IPS Empress CAD crown and veneer fabricated in the cut-back technique.
Firing parameters for the Stain and Glaze firing (note the temperature control)
IPS Empress CAD with IPS Empress Universal B S t T H V1 V2
Zahnform mit dem 2. Brand komplettieren und analog den Brennparametern brennen.
Stain and Glaze firing 403°C 6' 100°C 790°C 1–2' 450°C 789°C
757°F 6' 180°F 1454°F 1–2' 842°F 1453°F
B = Stand-by temperature °C / °F
T = Firing temperature °C /°F
V
1
= Vacuum-on temperature °C / °F
S = Closing time/minutes
H = Holding time / min.
V
2
= Vacuum-off temperature °C / °F
t
= Temperature increase rate °C/min./ °F/min.
39
Optional
Subsequent adjustment
After completion, additional adjustment (e.g. contact points) may become necessary. For that purpose,
IPS Empress Add-On 770 °C/1418 °F is available.
Procedure:
– Before the adjustment, the restoration must be free from dirt and grease. For that purpose, thoroughly clean the
restoration using the steam jet.
– Mix IPS Empress Add-On 770 °C / 1418 °F to a workable consistency. Make sure that the add-on material and liquid are
evenly mixed so that an optimum firing result can be achieved.
– Apply the mixed add-on material on the cleaned, desired areas using a brush and slightly blot them with an absorbent
cloth.
– Position the adjusted restoration on the firing tray and fire in the ceramic furnace.
– After firing, manually polish the supplemented areas to a high gloss.
Firing parameters for the corrective firing
IPS Empress CAD with B S t T H V1 V2
IPS Empress Add-On 770°C/1418°F
Corrective firing 403°C 4' 60°C 770°C 2' 450°C 769°C
757°F 4' 108°F 1418°F 2' 842°F 1417°F
B = Stand-by temperature °C / °F
T = Firing temperature °C /°F
V
1
= Vacuum-on temperature °C / °F
S = Closing time/minutes
H = Holding time / min.
V
2
= Vacuum-off temperature °C / °F
t
= Temperature increase rate °C/min./ °F/min.
IPS Empress CAD cut-back and layered – the ideal combination for highly aesthetic, CAD/CAM fabricated restorations.
40
IPS
Empress CAD –
General Information
Preparing for cementation
Conditioning of the ceramic surface in preparation for cementation is decisive for generating a sound bond between the
luting material and the all-ceramic restoration.The following working procedure should be observed:
– Leucite-reinforced glass-ceramic materials are generally etched with IPS Ceramic Etching Gel and subsequently silanated
using Monobond-S.
IPS Empress CAD
Indication Veneers, inlays, onlays, partial crowns, anterior and posterior crowns
Cementation method Adhesive cementation
Etching of the restoration 60 seconds, using IPS Ceramic Etching Gel
Conditioning / Silanating
Monobond-S
of the restoration
Cementation system Variolink II or Variolink Veneer
Multilink Automix
Conventional cementation and blasting of finished IPS Empress CAD restoration is contraindicated!
41

Firing parameters
Firing of leucite-reinforced glass-ceramic restorations
– Always use the honey-comb firing tray to fire the restorations.
- Support inlays, onlays, and partial crowns with a firing pillow and place them on the honey-comb firing tray.
- Place veneers as well as anterior and posterior crowns on metal pins and position them on the honey-comb firing tray.
- As an alternative to the firing pillow and to better secure the restoration on the metal pins (particularly with veneers), a
small amount of IPS Object Fix may also be used.
- The firing temperatures must be observed at all times. Increasing the firing temperature will result in severe vitrification
between the framework and the veneering ceramic, which may lead to crack formation later on.
- Depending on the working habits, the glaze and stain firing procedures may also be conducted with a temperature
increase rate of 60 °C/108 °F per minute.
- If a vacuum pump is available, the stain and glaze firing procedures may also be carried out with a vacuum in place.
- Restorations supported with a firing pillow on the honey-comb tray are exposed to less heat due to their lower position
in the firing chamber. In order to achieve a true-to-nature gloss nonetheless, it is recommended to extend the holding
time from 1 minute to 2 minutes.
- The firing parameters specified in this Instructions for Use are coordinated with the Ivoclar Vivadent ceramic furnaces
(tolerance range ±10 °C/18°F).
– If furnaces other than those from Ivoclar Vivadent are used, temperature adjustments may be necessary.
– These firing parameters represent standard values applicable to the ceramic furnaces from Ivoclar Vivadent.The
temperatures indicated also apply to furnaces of older generations, e.g. P20, P90, P95, P80, P100, P200. If one of these
furnaces is used, however, the temperatures may deviate by ± 10°C/18°F, depending on the age and type of the heating
muffle..
– If a non-Ivoclar Vivadent furnace is used, temperature corrections may be necessary.
– Regional differences in the power supply or the operation of several electronic devices by means of the same circuit
may render adjustments of the firing and press temperatures necessary.
42
IPS Empress CAD with IPS Empress Universal – stained
IPS Empress CAD with IPS Empress Universal B S t T H V1 V2
2-in-1 Technique
Stain and Glaze firing 403°C 6' 100°C 790°C 1–2' – –
757°F 6' 180°F 1454°F 1–2' – –
Corrective firing 403°C 4' 60°C 770°C 2' 450°C 769°C
IPS Empress Add-On 770°C/1418°F 757°F 4' 108°F 1418°F 2' 842°F 1417°F
IPS Empress CAD with IPS Empress Universal B S t T H V1 V2
Stain and Characterization firing 403°C 6' 100°C 790°C 1' – –
757°F 6' 180°F 1454°F 1' – –
Glaze firing 403°C 6' 100°C 790°C 1–2' – –
757°F 6' 180°F 1454°F 1–2' – –
Corrective firing 403°C 4' 60°C 770°C 2' 450°C 769°C
IPS Empress Add-On 770°C/1418°F 757°F 4' 108°F 1418°F 2' 842°F 1417°F
IPS Empress CAD with IPS Empress Esthetic Veneer – veneered
IPS Empress CAD with B S t T H V1 V2
IPS Empress Esthetic Veneer
Cut-back and veneered
Wash firing 403°C 4' 60°C 840°C 2' 450°C 839°C
757°F 4' 108°F 1544°F 2' 842°F 1543°F
1
st
Incisal/Transpa firing 403°C 4' 60°C 830°C 2' 450°C 829°C
757°F 4' 108°F 1526°F 2' 842°F 1525°F
2
nd
Incisal/Transpa firing 403°C 4' 60°C 830°C 2' 450°C 829°C
757°F 4' 108°F 1526°F 2' 842°F 1525°F
Stain and Characterization firing 403°C 6' 100°C 790°C 1' 450°C 789°C
757°F 6' 180°F 1454°F 1' 842°F 1453°F
Glaze firing 403°C 6' 100°C 790°C 1–2' 450°C 789°C
757°F 6' 180°F 1454°F 1–2' 842°F 1453°F
Corrective firing 403°C 4' 60°C 770°C 2' 450°C 769°C
IPS Empress Add-On 770°C/1418°F 757°F 4' 108°F 1418°F 2' 842°F 1417°F
B = Stand-by temperature °C / °F
T = Firing temperature °C /°F
V
1
= Vacuum-on temperature °C / °F
S = Closing time/minutes
H = Holding time / min.
V
2
= Vacuum-off temperature °C / °F
t
= Temperature increase rate °C/min./ °F/min.
43
®
IPS
Empress
CAD – Combination Tables
D3
I2
D4
D4
ND 3
D3
D3
ND 2
D2/D3
D2
C2
ND 7
C4
C2
ND 7
C3
C2
ND 7
C2
C2
ND 7
C1/C2 C3/C4
C1
B1
ND 2
B4
B3
ND 5
A-O
neutral
B3
Brightener
B3
ND 5
T neutral, T blue
110/A1, 210/A3
B2/B3/B4
low value, high value
MM l-s, MM y-o, MM r-o
B2
B2
ND 2
copper, orange, sky blue, basic yellow, basic red
B1
B1
B1
I1 I1 I1 I1 I2 I2 I2 I2 I2 I2
ND 2
I white, I grey, I orange, I edge, I yellow, I orange-pink
A4
A4
I2
A3.5
ND 8
A3.5
A3.5
ND 4
A3
A3
ND 3
A2/A3/A3.5
white, mahogany, khaki, orange, grey, vanilla, crackliner, olive, yellow, black, maroon, basic red, basic blue, basic yellow
A2
A2
ND 2
A1
A1
HT LT MT MT MT HT LT LT LT MT MT MT MT MT MT MT
A1
I1 I1 I1 I2
ND 2
Combination Tables
The listed combinations are standard combinations. The A–D and Chromascop shades that are not available as IPS Empress CAD Blocks may be achieved using the following procedure:
– Selection of the closest block shade
– Staining and intensifying of the dentin shade using IPS Empress Universal Shade and Shade Incisal.
A–D
IPS Empress CAD Blocks
IPS Natural Die Material
IPS Empress Esthetic Veneer
Wash Paste
IPS Empress Esthetic Veneer
Wash Paste Value
IPS Empress Esthetic Veneer
Wash Paste Mamelon
IPS Empress Esthetic Veneer
Wash Paste Modifier
IPS Empress Esthetic Veneer
Incisal Opal
IPS Empress Esthetic Veneer
Transpa
IPS Empress Esthetic Veneer
Incisal
IPS Empress Esthetic Veneer
Incisal Chroma Modifier
IPS Empress Esthetic Veneer
Brightener
IPS Empress Universal
Shade
IPS Empress Universal
Shade Incisal
IPS Empress Universal
Stains
IPS Empress Add-On
770°C/1418°F
44
I2
540
ND 8
540
I2
530
ND 8
530
300
I2
520
ND 8
520
I2
510
ND 8
510
440
ND 7
430
ND 7
200
420
ND 7
410/420 430/440
410
ND 7
I2 I2 I2 I2 I2
340
ND 5
340
I2
330
ND 5
330
300
A-O
neutral
320
Brightener
I1
ND 5
320
T neutral, T blue
110/A1, 210/A3
low value, high value
MM l-s, MM y-o, MM r-o
I1
310
ND 5
310
I2
240
ND 4
240
copper, orange, sky blue, basic yellow, basic red
I white, I grey, I orange, I edge, I yellow, I orange-pink
230
ND 4
220/230
220
ND 3
210
ND 3
140/210
140
ND 2
I1 I1 I1 I1 I1
130
ND 2
130
white, mahogany, khaki, orange, grey, vanilla, crackliner, olive, yellow, black, maroon, basic red, basic blue, basic yellow
100 200
120
ND 2
110/120
HT LT LT LT MT MT MT MT LT MT MT MT MT MT MT MT MT MT MT MT
I1 I1
110
ND 2
Chromascop
IPS Empress CAD Blocks
IPS Natural Die Material
IPS Empress Esthetic Veneer
Wash Paste
IPS Empress Esthetic Veneer
Wash Paste Value
IPS Empress Esthetic Veneer
Wash Paste Mamelon
IPS Empress Esthetic Veneer
Wash Paste Modifier
IPS Empress Esthetic Veneer
Incisal Opal
IPS Empress Esthetic Veneer
Transpa
IPS Empress Esthetic Veneer
Incisal
IPS Empress Esthetic Veneer
Incisal Chroma Modifier
IPS Empress Esthetic Veneer
Brightener
IPS Empress Universal
Shade
IPS Empress Universal
Shade Incisal
IPS Empress Universal
Stains
IPS Empress Add-On
770°C/1418°F
45
Bleach BL
BL1
BL2
BL3
BL4
IPS Empress CAD Blocks
BL1
BL2
BL3
BL4
IPS Natural Die Material
ND 1
ND 1
ND 1
ND 1
IPS Empress Esthetic Veneer
neutral
Wash Paste
IPS Empress Esthetic Veneer
low value, high value
Wash Paste Value
IPS Empress Esthetic Veneer
MM l-s, MM y-o, MM r-o
Wash Paste Mamelon
IPS Empress Esthetic Veneer
copper, orange, sky blue, basic yellow, basic red
Wash Paste Modifier
IPS Empress Esthetic Veneer
LT LT LT LT
Incisal Opal
IPS Empress Esthetic Veneer
T neutral, T blue
Transpa
IPS Empress Esthetic Veneer
I white, I grey, I orange, I edge, I yellow, I orange-pink
Incisal
IPS Empress Esthetic Veneer
110/A1, 210/A3
Incisal Chroma Modifier
IPS Empress Esthetic Veneer
Brightener
Brightener
IPS Empress Universal
Shade
IPS Empress Universal
I1 I1 I1 I1
Shade Incisal
IPS Empress Universal
white, mahogany, khaki, orange, grey, vanilla, crackliner, olive, yellow, black, maroon,
Stains
basic red, basic blue, basic yellow
IPS Empress Add-On
A-O
770°C/1418°F
46


Ivoclar Vivadent – worldwide
Ivoclar Vivadent AG
Ivoclar Vivadent
Ivoclar Vivadent s.r.l.
Ivoclar Vivadent S.A.
Bendererstrasse 2
Marketing Ltd.
Via dell’Industria 16
c/Emilio Muñoz, 15
FL-9494 Schaan
Rm 603 Kuen Yang
I-39025 Naturno (BZ)
Esquina c/Albarracín
Liechtenstein
International Business Plaza
Italy
E-28037 Madrid
Tel. +423 235 35 35
No. 798 Zhao Jia Bang Road
Tel. +39 0473 67 01 11
Spain
Fax +423 235 33 60
Shanghai 200030
Fax +39 0473 66 77 80
Tel. + 34 91 375 78 20
www.ivoclarvivadent.com
China
www.ivoclarvivadent.it
Fax + 34 91 375 78 38
Tel. +86 21 5456 0776
www.ivoclarvivadent.com
Ivoclar Vivadent Pty. Ltd.
Fax. +86 21 6445 1561
Ivoclar Vivadent S.A. de C.V.
1 – 5 Overseas Drive
www.ivoclarvivadent.com
Av. Mazatlán No.61,Piso 2
Ivoclar Vivadent AB
P.O. Box 367
Col. Condesa
Dalvägen 14
Noble Park,Vic. 3174
Ivoclar Vivadent
06170 México, D.F.
S-169 56 Solna
Australia
Marketing Ltd.
Mexico
Sweden
Tel. +61 3 979 595 99
Calle 134 No. 13-83, Of. 520
Tel. +52 (55) 5062-1000
Tel. +46 8 514 93 943
Fax +61 3 979 596 45
Bogotá
Fax +52 (55) 5062-1029
Fax +46 8 514 93 940
www.ivoclarvivadent.com.au
Colombia
www.ivoclarvivadent.com.mx
www.ivoclarvivadent.se
Tel. +57 1 627 33 99
Ivoclar Vivadent GmbH
Fax +57 1 633 16 63
Ivoclar Vivadent Ltd
Ivoclar Vivadent UK Limited
Bremschlstr. 16
www.ivoclarvivadent.com
12 Omega St,Albany
Ground Floor Compass Building
Postfach 223
PO Box 5243 Wellesley St
Feldspar Close
A-6706 Bürs
Ivoclar Vivadent SAS
Auckland, New Zealand
Warrens Business Park
Austria
B.P. 118
Tel. +64 9 914 9999
Enderby
Tel. +43 5552 624 49
F-74410 Saint-Jorioz
Fax +64 9 630 61 48
Leicester LE19 4SE
Fax +43 5552 675 15
France
www.ivoclarvivadent.co.nz
United Kingdom
www.ivoclarvivadent.com
Tel. +33 450 88 64 00
Tel. +44 116 284 78 80
Fax +33 450 68 91 52
Ivoclar Vivadent
Fax +44 116 284 78 81
Ivoclar Vivadent Ltda.
www.ivoclarvivadent.fr
Polska Sp. z.o.o.
www.ivoclarvivadent.co.uk
Rua Geraldo Flausino Gomes,
ul. Jana Pawla II 78
78 – 6.º andar Cjs. 61/62
Ivoclar Vivadent GmbH
PL-01-501 Warszawa
Ivoclar Vivadent, Inc.
Bairro: Brooklin Novo
Dr. Adolf-Schneider-Str. 2
Poland
175 Pineview Drive
CEP: 04575-060 São Paulo – SP
D-73479 Ellwangen,Jagst
Tel. +48 22 635 54 96
Amherst, N.Y. 14228
Brazil
Germany
Fax +48 22 635 54 69
USA
Tel. +5511 5102 2020
Tel. +49 (0) 79 61 / 8 89-0
www.ivoclarvivadent.pl
Tel. +1 800 533 6825
Fax. +5511 5102 4704
Fax +49 (0) 79 61 / 63 26
Fax +1 716 691 2285
www.ivoclarvivadent.com
www.ivoclarvivadent.de
Ivoclar Vivadent
www.ivoclarvivadent.us.com
Marketing Ltd.
Ivoclar Vivadent Inc.
Ivoclar Vivadent
180 Paya Lebar Road
2785 Skymark Avenue,Unit 1
Marketing Ltd
# 07-03 Yi Guang Building
Mississauga
114, Janki Centre
Singapore 409032
Ontario L4W 4Y3
Shah Industrial Estate
Tel. 65-68469183
Canada
Veera Desai Road,
Fax 65-68469192
Tel. +1 905 238 57 00
Andheri (West)
Fax +1 905 238 5711
Mumbai 400 053
www.ivoclarvivadent.us.com
India
Tel. +91 (22) 673 0302
Fax. +91 (22) 673 0301
www.ivoclarvivadent.firm.in
Date information prepared: 09/2006
Caution: US Federal Law restricts the sale of this device by or on the order of a licensed dentist.
These materials have been developed solely for use in dentistry. Processing should be carried out strictly
according to the Instructions for Use. Liability cannot be accepted for damages resulting from failure to
observe the Instructions or the stipulated area of application. The user is responsible for testing the material
for its suitability and use for any purpose not explicitly stated in the Instructions. Descriptions and data
constitute no warranty of attributes.
Printed in Liechtenstein
© Ivoclar Vivadent AG, Schaan / Liechtenstein
603098/1006/e/BVD

®
IPS
Empress
System
®
IPS
Empress
CAD
Instrucciones de uso
CLÍNICA
Índice
IPS Empress CAD – Información del producto 4
Material
Usos
Composición
Concepto de Bloque
Vista general de Producto para CEREC
Normas de preparación y grosor mínimo
Información del producto
IPS Empress CAD – Vista general del Proceso de tratamiento 13
Vista general del proceso de tratamiento
Toma del color
Imagen intraoral
Fresado
Maquillaje y estratificación
Cocción de cerámica
de tratamiento
Grabado y silanizado
Vista general del Proceso
Cementación
Pulido
IPS Empress CAD – Inlays / Onlays – sólo pulido 20
Preparación
Acabado
Pulido
IPS Empress CAD – Inlays / Onlays – maquillados / glaseados 24
Acabado y preparación para la cocción de maquillaje y glaseado
Técnica 2 en 1 y cocción de maquillaje y glaseado en un solo paso
ess CAD
Cocción de corrección
IPS Empress CAD – Carillas / Coronas – maquillados / glaseados 27
Acabado
Preparación para el maquillado
Cocción de maquillado y caracterización
Cocción de vitrifi
cación
estauraciones IPS Empr
Cocción de corr
ección
IPS Empr
ess CAD
–
Carillas / Cor
onas anterior
es –
reducidas (cut-back) y estratificadas
32
Aplicación para los materiales IPS Empress Esthetic Veneer
Elaboración de r
Técnica de reducción (cut-back)
Preparación para la estratificación
Cocción de preparación
Cocción de incisal / transparente
Acabado y preparación para la cocción de maquillaje y glaseado
Cocción de maquillaje y glaseado
Cocción de corrección
IPS Empr
ess CAD
– Información general
41
Pr
eparación para la cementación
Parámetros de cocción
general
Información
T
abla de combinaciones
2
®
IPS
Empress
– el Original
Hace más de 20 años, IPS Empress revolucionó el tratamiento de la cerámica y gracias
a sus muchas ventajas, tales como la estética, IPS Empress se ha convertido en el
"punto de referencia". Se han realizado más de 33 millones de restauraciones de IPS
Empress en todo el mundo y el uso de "IPS Empress" como sinónimo de cerámica sin
metal, habla de un aspecto natural y duradero, un éxito continuo y el alto estándar de
calidad del material.
En el campo de la cerámica sin metal, además de la tecnología de INYECCIÓN de
probada calidad, también se ha desarrollado la tecnología CAD/CAM. Con el fin de
convertir también a esta tecnología en el punto de referencia, el futuro sistema IPS
Empress, incluirá productos para ambas tecnologías de trabajo. Seremos capaces de
aprovecharnos de esos 20 años de experiencia clínica y de una convincente estética,
independientemente de si la restauración esté realizada con la técnica de INYECCIÓN o
CAD/CAM.
IPS Empress Esthetic se aplica con la tecnología de INYECCIÓN, mientras que
IPS Empress CAD lo hace con la tecnología CAD /CAM. Ambos materiales se com-
ponen de cerámica de vidrio reforzada con leucita altamente estética, probada clínica-
mente durante muchos años. Las dos cerámicas se caracterizan por unos excelentes
valores de resistencia y un extraordinario aspecto estético. De esta manera, se pueden
utilizar para la elaboración de restauraciones unitarias totalmente estéticas, tales como
inlays, onlays, carillas y coronas.
Por consiguiente, ambos productos se pueden maquillar y/o glasear utilizando
IPS Empress Universal Shades/Stains, o realizar estratificaciones individualmente,
utilizando la cerámica de estratificación, IPS Empress Esthetic Veneer.
De esta manera, el sistema IPS Empress seguirá siendo sinónimo de restauraciones de
cerámica sin estructura metálica totalmente anatómicas y altamente estéticas.
Tecnología de
Tecnología de
INYECCIÓN
CAD / CAM
IPS
Empress
IPS
Empress CAD
Esthetic
IPS
Empress
Esthetic Veneer
IPS
Empress
Universal Shade/Stains
3
IPS
Empress CAD –
Información de Producto
Material
IPS Empress CAD se utiliza para la elaboración de restauraciones
unitarias anatómicas y altamente estéticas por medio de la tec-
nología CAD/CAM.
Los bloques IPS Empress CAD están fabricados con cerámica de
vidrio reforzada con leucita, que se compone de una fase de vidrio y
otra cristalina. Los cristales de leucita de pocas micras, crecen de
manera uniforme, en un proceso de fases múltiples, directamente
desde la fase de cristal amorfo. Durante la fabricación de los bloques
y en un proceso totalmente automatizado, el producto semielabora-
do en forma de polvo se prensa hasta obtener dichos bloques, lo
que permite un máximo de homogeneidad. Debido a la diferencia de
los coeficientes de expansión térmica (CET) entre la fase de vidrio y la
fase cristalina (leucita), el enfriamiento después de la sinterización
produce una resistencia a la compresión en la fase de vidrio. Este
mecanismo tiene como resultado un aumento de la resistencia y
permite que IPS Empress CAD consiga una resistencia a la flexión de
160 MPa. El éxito de este tipo de material ha sido probado durante
20 años. Las restauraciones fresadas presentan una gran precisión de
ajuste y una superficie homogénea. Por consiguiente, las restaura-
ciones pueden maquillarse utilizando IPS Empress Universal Stains y/o
estratificaciones utilizando IPS Empress Esthetic Veneer.
CET (100–400
°
C) [10
-6
/K]
16.6
CET (100–500°C) [10
-6
/K] 17.5
Resistencia a la fl
exión (biaxial) [MPa]* 160
Resistencia a la fractura [MPa m
0.5
] 1.3
Dureza Vickers [MPa] 6200
Resistencia química [µg/cm
2
]* 25
*según ISO 6872
4
