Leitz Diamaster WhisperCut – page 2
Manual for Leitz Diamaster WhisperCut

Les produits de nettoyage peuvent irriter la peau et les yeux , et endommager
l’outil ou l’attachement.
DeutschEnglish
N’utiliser que des produits de nettoyage qui n’agressent pas le matériau, par ex. Sur-
Tec194 pour l’acier ou Sur-Tec 143 pour l’aluminium et l’acier.
On peut se procurer les produits de nettoyage et d’entretien appropriés auprès du
fabricant d’outils.
Respecter la notice d’utilisation du fabricant de produits de nettoyage.
Les outils de travail du bois et les attachements doivent être protégés contre l’humidité
pour éviter la corrosion.Les produits d’entretien pouvant convenir; huiles universelles, ex,
WD 40.
1.6 Remise en état, échange, affûtage
ItalianoFrançaiseEspañolPortuguêsРусский
1.6.1 Instructions générales
Les travaux de remise en état et de modifications ne doivent être entrepris que par le
fabricant ou par des étblissements autorisés.
Risque de rupture d’outil.
N’utiliser que des pièces de rechange qui correspondent aux prescriptions du fabricant
pour les pièces d’origine.
Respecter les tolérances qui assurent une fixation sécurisée.
L’affûtage, la remise en état ou l’échange d’outils ne doivent être entrepris que par des
spécialistes ayant l’expérience requise et conformément aux indications du fabricant.
Les professionnels doivent être à jour avec:
- les techniques de définition et de conception des outils pour le travail mécanique du
bois.
- la réglementation nationale ainsi que les règles de sécurité appropriées et les normes
en vigueur.
- Ils doivent être aptes à réaliser ces opérations avec les moyens appropriés.
- et ont les moyens normaux et les compétences pour ce travail.
Après chaque affûtage, remise en état ou échange, on doit s’assurer que l’outil remplit les
conditions de la norme européenne EN 847
Si l’échange ou le rebrasage modifient les caractéristiques de l’outils, ces dernières
doivent être réactualisées. Il est nécessaire d’ajouter le nom ou le logo de l’entreprise qui
a procédé à la modification ou au rebrasage.
1.6.2 Consignes d’affûtage
Exiger les consignes d’affûtage du fabricant d’outils.
中文
2104/2012 ID.524571 V2.0
日本語

1 Parte general
DeutschEnglish
La herramienta cumple los requisitos establecidos en EN 847.1.¡Antes de realizar la
puesta en marcha deberá observarse lo indicado en las instrucciones de uso!
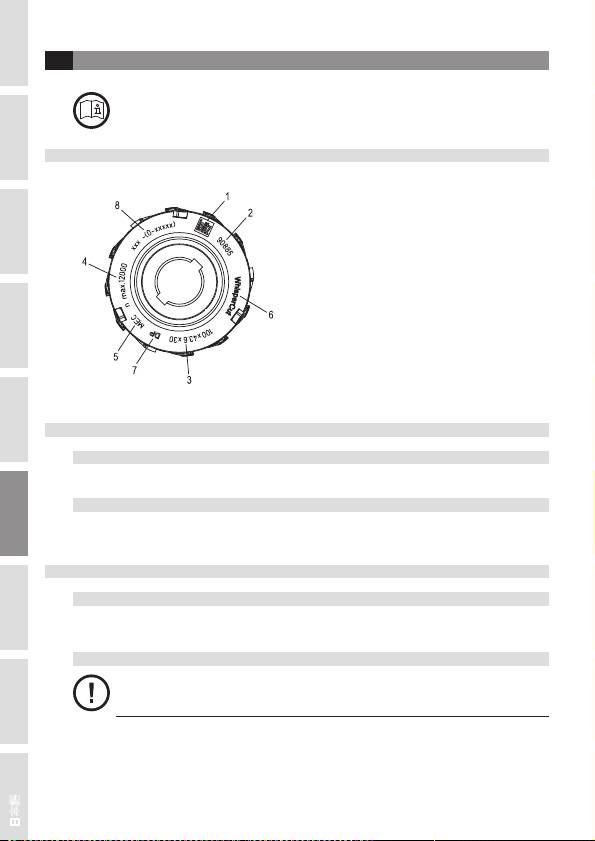
1.1 Marcado
1. Fabricante
2. Nº ref.
3. Dimensiones máximas (D
max.
x SB
max.
x BO)
4. Número máximo de revoluciones (n max.)
5. Tipo de avance
6. Denominación de herramienta
ItalianoFrançaiseEspañolPortuguêsРусский
7. Material de corte
8. Otras identificaciones del fabricante
Al usar varias herramientas sobre un árbol o en
un mandril, el valor mas pequeño “n max” es
válido como r.p.m. de régimen.
1.2 Materiales de corte y datos de pedido
1.2.1 Materiales de corte
SP = acero para herramientas, aleado HL = acero para herramientas, de alto
contenido de aleación
HS = acero de corte rápido, de alto
ST = estelita
contenido de aleación
HW = metal duro HC = metal duro, revestido
DP = diamante policristalino DM = diamante monocristalino
1.2.2
Datos de pedido
Designación del artículo
Dimensiones
Tipo de avance
Número ref.
Número de filos
Revoluciones
1.3 Uso conforme al previsto
1.3.1 Revoluciones n / n max.
¡Deberá mantenerse el régimen de revoluciones “n” indicado en la herramienta o no
deberá sobrepasarse el número máximo de revoluciones “n máx.” indicado!
1.3.2 Tipo de aplicación y modo de funcionamiento
中文
Deberán observarse las especificaciones del fabricante de la máquina relativas a la
idoneidad de la herramienta.
22 04/2012 ID.524571 V2.0
日本語
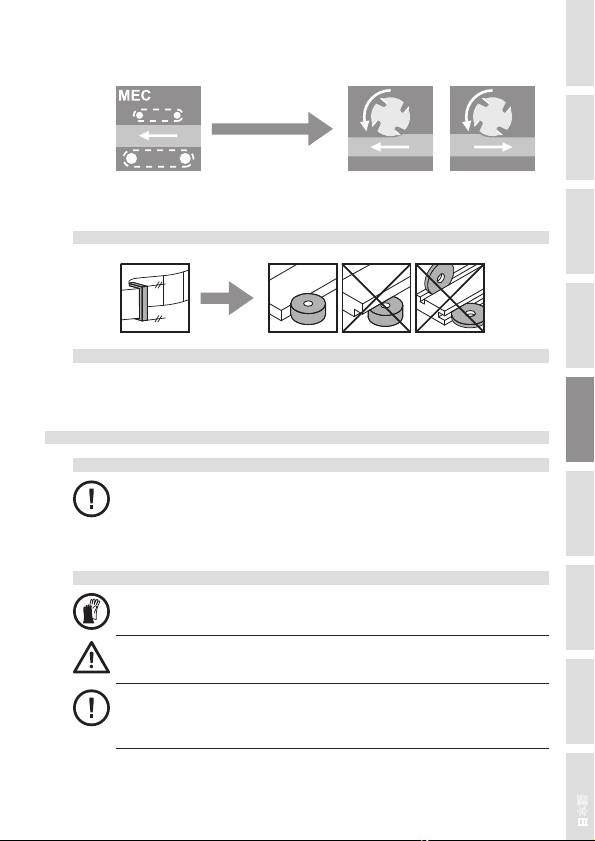
Solamente se podrá utilizar la herramienta aqui descrita conforme a la señalización del
tipo de avance.
DeutschEnglish
MEC (avance mecánico)
¡Las herramientas marcadas con “”MEC”“ solamente se deberán utilizar en máquinas con
avance mecánico!
1.3.3 Tipo de mecanizado
ItalianoFrançaiseEspañolPortuguêsРусский
1.3.4 Materiales a mecanizar
Madera, materiales de madera así como materiales con características similares de
arranque de viruta según indicaciones del catálogo. Aplicaciones especiales tras su
aprobación por el fabricante.
1.4 Manipulación segura
1.4.1 Uso
¡La herramienta solamente se deberá utilizar según se describe en el Apartado “Uso
conforme al previsto”.
Deberán observarse las disposiciones nacionales de protección laboral y prevención de
accidentes que se hallen vigentes -especialmente los requisitos técnicos de seguridad
según EN 847.
1.4.2 Transporte
¡Llevar guantes de protección!
¡Peligro de lesionarse con los filos de corte!
¡Transporte únicamente dentro de un embalaje apropiado!
中文
¡Actuar con el máximo cuidado al embalar y desembalar!
2304/2012 ID.524571 V2.0
日本語

¡Peligro de daños!
DeutschEnglish
1.4.3 Montaje en la máquina
La herramienta se deberá montar, asegurar y poner en marcha de acuerdo con las
especificaciones del fabricante de la máquina.
Deberá excluirse el arranque de la máquina herramienta mientras se está cambiando la
herramienta (consultar las instrucciones de uso de la máquina).
¡Llevar guantes de protección!
ItalianoFrançaiseEspañolPortuguêsРусский
¡Peligro de lesionarse con los filos de corte!
Comprobar el asiento correcto y seguro de las piezas de corte, tornillos de sujeción y
elementos de sujeción antes de poner en marcha la herramienta.
¡Peligro de sufrir lesiones por piezas que salgan despedidas!
Deberán mantenerse los valores máximos de masa, diámetro y longitud en voladizo de la
herramienta indicados por el fabricante de la máquina.
¡Controlar los ajustes de la máquina! Especialmente las RPM y sentido de giro!
¡Peligro de que se suelte la herramienta!
No se autoriza un frenado inadecuado de la herramienta, p. ej. presionando
lateralmente.
Durante el montaje se ha de garantizar que la herramienta así como todas las piezas de
corte y de inserción, queden sujetas por las superficies de sujeción previstas.
Cuando se monten herramientas superpuestas deberá comprobar que los filos no se
toquen entre sí.
Todas las superficies de sujeción deberán hallarse libres de suciedad, grasa, aceite o
agua.
Los filos no deberán entrar en contacto con medios de sujeción o partes de la máquina.
Apretar los tornillos y tuercas de sujeción con la correspondiente herramienta de montaje
o con el par de apriete prefijado.
中文
¡Se prohibe alargar llaves de sujeción o emplear herramientas de percusión!
24 04/2012 ID.524571 V2.0
日本語

1.4.4 Medidas preventivas
DeutschEnglish
Comprobar periódicamente la posible presencia de daños en las piezas de corte, los
elementos de sujeción, tornillos y cuerpos de herramienta, especialmente después de
una colisión de la herramientas con partes de la máquina, p. ej. con la mesa de la
máquina, elementos de sujeción de herramienta, campanas extractoras.
Las piezas de corte, elementos de sujeción o tornillos dañados o desgastados se
deberán sustituir inmediatamente y en su conjunto por piezas originales.
Las herramientas dañadas deberán ser comprobadas por un especialista.
¡Peligro de sufrir lesiones por piezas que salgan despedidas!
Deberán desecharse las herramientas con cuerpos deformados o portacuchillas
deformadas. ¡No se autoriza la reparación de tales herramientas!
ItalianoFrançaiseEspañolPortuguêsРусский
Peligro de rotura de la herramienta.
No deberá utilizarse una herramienta deformada.
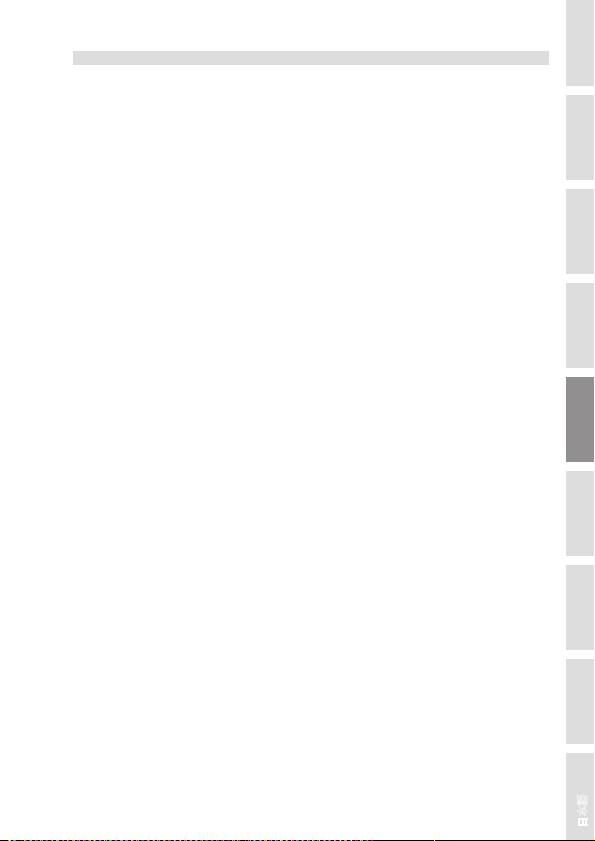
1.5 Limpieza y conservación
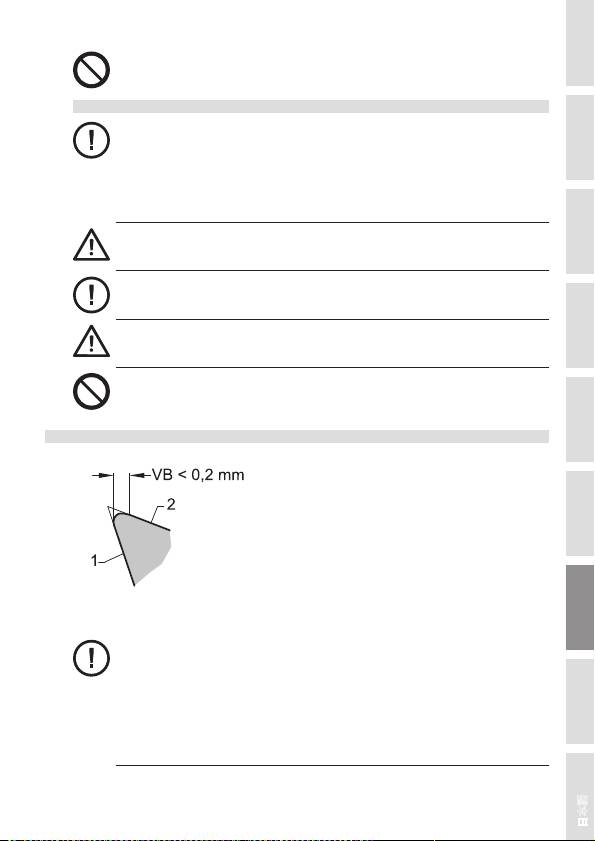
1 Cara de desprendimiento
2 Plano de incidencia
Por razones de seguridad deberán repararse las plaquitas de corte / filos (ver Apartado
“Afilar, reparar, modificar”) a más tardar cuando:
- la marca de desgaste VB del filo de corte sea mayor de 0,2 mm - prestar especial
atención a las zonas de desgaste principal.
- se aprecien roturas en los cortes o filos de corte.
- aumente de manera notable el consumo de corriente de la máquina.
¡Llevar guantes de protección!
中文
2504/2012 ID.524571 V2.0
日本語

¡Peligro de lesionarse con los filos de corte!
DeutschEnglish
La limpieza periódica de los filos de corte eliminando la resina y cola (filos postizos),
aumenta la vída útil y la seguridad de funcionamiento.
Llevar guantes y protección para los ojos al realizar la limpieza.
Los productos de limpieza pueden atacar a la piel y a los ojos, así como dañar la
herramienta o el útil de sujeción.
Utilizar únicamente productos de limpieza que no ataquen al materia, p. ej. Sur-Tec 194
para acero o Sur-Tec 143 para aluminio y acero.
ItalianoFrançaiseEspañolPortuguêsРусский
El producto de limpieza y conservación apropiado se podrá adquirir en el fabricante de la
herramienta.
Observar las indicaciones del fabricante del producto de limpieza.
Las herramientas para el mecanizado de la madera y los útiles de sujeción deberán
protegerse de la humedad para evitar la corrosión.Usar productos de conservación
adecuados : aceite de uso-multiple, ej. WD 40 o Ballistol.
1.6 Reparar, modificar, afilar
1.6.1 Requisitos generales
Los trabajos de reparación y las modificaciones deberán ser realizadas exclusivamente
por el fabricante o bien por talleres especializados autorizados.
Peligro de rotura de la herramienta.
Solamente deberán utilizarse piezas de recambio que concuerden con las
especificaciones de los repuestos originales del fabricante de la herramienta.
Deberán mantenerse las tolerancias que garanticen una sujeción perfecta.
El afilado, la reparación o la modificación de herramientas deberá ser realizado
exclusivamente por personal especializado que disponga de suficiente experiencia, de
acuerdo con las instrucciones del fabricante.
Los especialistas tienen que estar familiarizados con:
- el estado tecnológico actual respecto a diseño y construcción
- las prescripciones nacionales así como
- las normas y disposiciones de seguridad en vigor
- y disponer de los medios normales y capacidades para realizar dichas tareas.
Después de cada operación de afilado, reparación o modificación habrá que asegurarse
de que la herramienta cumple los requisitos establecidos en la Norma Europea EN 847-1.
中文
Cuando la modificación / nuevo equipamiento tengan alguna repercusión sobre los datos
de identificación de la herramienta deberán actualizarse los mismos. Deberá añadirse el
nombre / logotipo de la empresa que realice la modificación / nuevo equipamiento.
26 04/2012 ID.524571 V2.0
日本語
1.6.2 Instrucciones de afilado
DeutschEnglish
Pedir las instrucciones de afilado al fabricante de la herramienta.
ItalianoFrançaiseEspañolPortuguêsРусский
中文
2704/2012 ID.524571 V2.0
日本語
1 Parte geral
DeutschEnglish
A ferramenta corresponde aos requisitos estabelecidos na norma EN 847-1.Antes da
colocação em funcionamento da ferramenta é necessário observar as instruções de
funcionamento!
1.1 Marcação
1. Fabricante
2. N.º de ident.
3. Dimensões máximas (D
max
x SB
max
x BO)
4. Número máximo de revoluções (n max)
5. Tipo de avanço
6. Designação da ferramenta
ItalianoFrançaiseEspañolPortuguêsРусский
7. Material de corte
8. Outras identificações do fabricante
Ao utilizar várias ferramentas sobre um veio ou
um mandril de fresa, o valor mais pequeno “n
max” é válido como r.p.m. de serviço.
1.2 Materiais de corte e dados para encomenda
1.2.1 Materiais de corte
Materiais de corte
1.2.2 Dados para encomenda
Designação do artigo
Dimensões
Tipo de avanço
Número de ident.
Número de gumes
Número de rotações
1.3 Utilização prevista
1.3.1 Rotações n / n max.
É obrigatório observar a faixa de rotações “n”, nomeadamente não é permitido exceder o
número de rotações máximo especificado “n max.”!
1.3.2 Tipo de aplicação e modo de funcionamento
É obrigatório observar as especificações do fabricante da máquina relativamente à
finalidade da ferramenta.
A ferramenta aqui descrita só pode ser utilizada em conformidade com a marcação do
中文
tipo de avanço.
28 04/2012 ID.524571 V2.0
日本語

DeutschEnglish
MEC (Avanço mecânico)
As ferramentas marcadas com “MEC” só podem ser utilizadas em máquinas com avanço
mecânico!
1.3.3 Tipo de processamento
ItalianoFrançaiseEspañolPortuguêsРусский
1.3.4 Materiais a processar
Madeira, materiais de madeira e materiais com características de estilhaçamento
semelhantes, em conformidade com as indicações do catálogo.Finalidades de aplicação
especiais após autorização do fabricante.
1.4 Manuseamento seguro
1.4.1 Utilização
A ferramenta só pode ser utilizada conforme descrito no parágrafo “Utilização prevista”!
Devem observar-se as normas nacionais de prevenção de acidentes e protecção no
trabalho em vigor - especialmente os requisitos técnicos de segurança em conformidade
com a norma EN 847.
1.4.2 Transporte
Usar luvas de protecção!
Perigo de ferimento por gumes afiados!
Só pode proceder-se ao transporte em embalagens adequadas!
Ter o maior cuidado ao embalar e desembalar!
Perigo de danos!
中文
1.4.3 Montagem na máquina
2904/2012 ID.524571 V2.0
日本語

DeutschEnglish
A ferramenta tem de ser montada e fixada na máquina, e ser colocada em funcionamento
de acordo com as especificações do fabricante da máquina.
Deve impedir-se o arranque da máquina ferramenta durante a substituição da ferramenta
(ver as instruções de funcionamento da máquina).
Usar luvas de protecção!
Perigo de ferimento por gumes afiados!
ItalianoFrançaiseEspañolPortuguêsРусский
Antes de colocar a ferramenta em funcionamento, verificar as peças de corte, os
parafusos e elementos tensores quanto a aperto correcto e seguro.
Perigo de ferimento devido a peças que se possam soltar!
É necessário cumprir os valores máximos especificados pelo fabricante da máquina para
as dimensões, diâmetro e comprimento da saliência da ferramenta.
Controlar os ajustes da máquina, especialmente as rotações e o sentido de rotação!
Perigo de a ferramenta se soltar!
Não é permitida a travagem inadequada da ferramenta por ex. através de
compressão lateral.
Durante a montagem é necessário assegurar que a ferramenta e todos os componentes
de instalação e dos gumes estão montadas nas superfícies tensoras previstas para o
efeito.
No caso de ferramentas sobrepostas é necessário assegurar que os gumes não tocam
uns nos outros.
Nenhuma das superfícies tensoras pode apresentar sujidade, gordura, óleo ou água.
Os gumes não podem entrar em contacto com os meios de fixação ou peças da máquina.
Apertar as porcas e parafusos tensores com a respectiva ferramenta de montagem e o
com binário de aperto especificado.
O aumento das chaves tensoras ou a utilização de ferramentas de percussão é
proibido!
1.4.4 Medidas de prevenção
中文
30 04/2012 ID.524571 V2.0
日本語

Controlar as peças de corte, elementos tensores, parafusos e corpos base da ferramenta
regularmente quanto a possível danos – especialmente após uma colisão da ferramenta
DeutschEnglish
com peças da máquina, por ex. com a bancada da máquina, elementos tensores da
ferramenta, campânulas de extracção.
ItalianoFrançaiseEspañolPortuguêsРусский
中文
3104/2012 ID.524571 V2.0
日本語

Os conjuntos das peças de corte, elementos tensores ou parafusos danificados ou
DeutschEnglish
desgastados têm de ser imediatamente substituídos por peças originais.
Ferramentas danificadas têm de ser verificadas por um técnico.
Perigo de ferimento devido a peças que se possam soltar!
Ferramentas com corpos base danificados ou porta-gumes deformados têm de ser
postos fora de funcionamento. Não é permitido reparar estas ferramentas!
Perigo de ruptura da ferramenta.
Não é permitido utilizar uma ferramenta deformada.
ItalianoFrançaiseEspañolPortuguêsРусский
1.5 Limpeza e cuidados
1 Superfície tensora
2 Superfície livre
Por motivos relacionados com a segurança no trabalho, as placas de corte / gumes têm
de ser reparados (ver parágrafo “Afiar, reparar, modificar”) no máximo quando:
- a largura das marcas de desgaste VB nos gumes for superior a 0,2 mm - prestar
especial atenção às principais zonas de desgaste.
- se detectam falhas de corte.
- o consumo de corrente aumentar de forma notória.
Usar luvas de protecção!
Perigo de ferimento por gumes afiados!
中文
A limpeza regular da resina e cola dos gumes (gumes postiços) aumenta a vida útil e a
segurança operacional.
Usar protecção ocular e das mãos para realizar os trabalhos de limpeza.
32 04/2012 ID.524571 V2.0
日本語
Os produtos de limpeza podem agredir a pele, olhos, ferramentas ou dispositivos
DeutschEnglish
tensores.
Usar apenas produtos de limpeza que não ataquem o material, por ex. Sur-Tec 194 para
aço ou Sur-Tec 143 para alumínio e aço.
Os produtos de limpeza e conservação podem ser adquiridos no fabricante da
ferramenta.
Devem ser observadas as indicações do fabricante do produto de limpeza.
As ferramentas de processamento de madeira e os dispositivos de aperto devem ser
protegidos contra a humidade para que protejam contra a corrosão.Produtos de
conservação: óleos universais, por ex. WD 40 ou Ballistol
1.6 Reparar, modificar, afiar
ItalianoFrançaiseEspañolPortuguêsРусский
1.6.1 Requisitos gerais
Os trabalhos de reparação e modificações só podem ser realizados pelo fabricante ou por
oficinas especializadas autorizadas.
Perigo de ruptura da ferramenta.
Apenas podem ser utilizadas peças de substituição que correspondam às especificações
das peças de substituição originais do fabricante da ferramenta.
É obrigatório cumprir as tolerâncias que asseguram um perfeito tensionamento.
Apenas pessoal qualificado e com a devida experiência pode afiar, reparar ou modificar
as ferramentas, de acordo com as instruções do fabricante.
Os técnicos têm de estar familiarizados com os seguintes aspectos:
- o actual estado da técnica em termos de construção e concepção
- às normas nacionais e
- às disposições e normas de segurança relevantes
- e dispor dos meios e capacidades para estes trabalhos.
Sempre que se proceder ao afiamento, reparação ou modificação, é necessário
assegurar que a ferramenta cumpre os requisitos da norma europeia EN 847-1.
Quando a modificação/ reequipamento tenham algum efeito sobre os dados de
identificação da ferramenta deve proceder-se à actualização dos mesmos. Deve
adicionar-se o nome/ logótipo da empresa que realiza a modificação/ novo equipamento.
1.6.2 Instruções de afiamento
Solicitar as instruções de afiamento junto do fabricante da ferramenta.
中文
3304/2012 ID.524571 V2.0
日本語

1 Общая часть
DeutschEnglish
Инструмент соответствует требованиям стандарта EN 847-1. Перед запуском
инструмента в работу следует изучить руководством по его эксплуатации!
1.1 Маркировка
1. Производитель
2. Идент. номер
3. Наибольшие размеры (Dmax x SBmax x
BO)
4. Наибольшая частота вращения (n max)
5. Вид подачи
ItalianoFrançaiseEspañolPortuguêsРусский
6. Обозначение инструмента
7. Режущий материал
8. Другие обозначения производителя
При использовании нескольких инструментов
на одном шпинделе или фрезерной оправке в
качестве рабочей частоты вращения
действительно наименьшее из значений “n
max.”.
1.2 Режущие материалы и данные для заказа
1.2.1 Режущие материалы
SP = сталь инструментальная,
HL = сталь инструментальная,
легированная
высоколегированная
HS = сталь быстрорежущая,
ST = стеллит
высоколегированная
HW = твердый сплав, без покрытия HC = твердый сплав, с покрытием
DP = алмаз поликристаллический HL = алмаз монокристаллический
1.2.2
Данные для заказа
Наименование изделия
размеры
вид подачи
идент. номер
количество зубьев
частота вращения
1.3 Использование в соответствии с назначением
1.3.1 частота вращения n / n max.
Необходимо соблюдать указанный на инструменте диапазон частот вращения “n“, и
соответственно не превышать предельно допустимую частоту вращения “n max.“!
1.3.2 Вид эксплуатации и способ работы
中文
Необходимо учитывать рекомендации по пригодности инструмента, заданные
производителем станка.
34 04/2012 ID.524571 V2.0
日本語

Описанный здесь инструмент разрешается использовать только в соответствии с
видом подачи, указанным на маркировке.
DeutschEnglish
MEC (механическая подача)
Инструмент с обозначением „MEC“ использовать только на станках с механической
подачей!
1.3.3 Вид обработки
ItalianoFrançaiseEspañolPortuguêsРусский
1.3.4 Обрабатываемые материалы
Древесина, древесные материалы, а также материалы со сходными параметрами
процесса резания, обрабатываются в соответствии с рекомендациями каталога.
Прочие материалы - по разрешению производителя.
1.4 Меры безопасности
1.4.1 Эксплуатация
Инструмент должен применяться только для целей, описанных в разделе
“Использование по назначению”!
Необходимо соблюдать действующие национальные предписания по
предотвращению несчастных случаев и правила безопасности труда - в частности,
требования по технике безопасности по евростандарту EN 847.
1.4.2 Транспортировка
Следует надевать защитные перчатки!
Травмоопасно вследствие острых режущих кромок!
Транспортировку осуществлять только в подходящей упаковке!
中文
Особо тщательно и осторожно следует обращаться при упаковке и распаковке
инструмента!
3504/2012 ID.524571 V2.0
日本語
Опасность повреждения!
DeutschEnglish
1.4.3 Монтаж на станке
Инструмент следует монтировать, фиксировать и вводить в эксплуатацию в
соответствии с предписаниями производителя станка.
Следует исключить возможность непроизвольного включения станка во время
замены инструмента (см. руководство по эксплуатации станка).
Следует надевать защитные перчатки!
ItalianoFrançaiseEspañolPortuguêsРусский
Травмоопасно вследствие острых режущих кромок!
Перед началом эксплуатации инструмента следует проверить правильность и
прочность фиксации режущих элементов, зажимных винтов и зажимных элементов.
Травмоопасно вследствие деталей, вылетающих наружу!
Наибольшие значения параметров инструмента, допустимые производителем
станка, - вес, наружный диаметр, длину выступа - необходимо соблюдать.
Контролируйте параметры настройки станка, особенно частоту и направление
вращения!
Опасность освобождения инструмента!
Не допускается торможение инструмента ненадлежащим образом,
например, боковым прижимом.
При монтаже следует убедиться, что инструмент, а также все режущие элементы и
встроенные детали зафиксированы на предусмотренных для этого зажимных
поверхностях.
При установке инструментов друг на друга необходимо удостовериться, что
режущие кромки не контактируют друг с другом.
Все зажимные поверхности должны быть очищены от загрязнений, жира, масла
или воды.
Режущие элементы не должны контактировать с крепежным средствами или
деталями станка.
Зажимные винты и гайки закручиваются прилагаемым монтажным инструментом
中文
или затягиваются в соотвествии с указанным крутящим моментом.
36 04/2012 ID.524571 V2.0
日本語
Запрещено производить удлинение монтажных гаечных ключей или
использовать ударный инструмент!
DeutschEnglish
1.4.4 Меры безопасности
Режущие элементы, зажимные части, винты и корпус инструмента необходимо
регулярно проверять на наличие возможных повреждений - особенно после
взаимодействия инструмента с деталями станка, например, с рабочим столом,
зажимными элементами для заготовки, ограждением.
Поврежденные или изношенные режущие элементы, зажимные части или винты
должны быть немедленно комплектно заменены на оригинальные.
Поврежденные инструменты должны быть проверены специалистом.
Травмоопасно вследствие деталей, вылетающих наружу!
ItalianoFrançaiseEspañolPortuguêsРусский
Инструменты с трещинами на корпусе или с деформированными местами
крепления режущих элеменов должны быть отбракованы. Ремонт таких
инструментов запрещен!
Опасность разрушения инструмента.
Запрещается эксплуатировать деформированный инструмент.
1.5 Очистка и обслуживание инструментов
1. Передняя грань
2. Задняя грань
Для обеспечения безопасной работы необходимо произвести восстановление
ножей / режущих элементов (см. раздел “Заточка, ремонт, внесение изменений”) в
случаях, если
- ширина фаски износа (VB) на режущих кромках составляет более 0,2 мм -
следует особое внимание обращать на основные зоны затупления.
- имеются различимые сколы на режущих элементах.
中文
- заметно увеличилось энергопотребление станка.
3704/2012 ID.524571 V2.0
日本語
Следует надевать защитные перчатки!
DeutschEnglish
Травмоопасно вследствие острых режущих кромок!
Регулярная очистка режущих элементов от смолы и клея (засмоленных режущих
кромок) повышает стойкость и производственную безопасность.
При очистке инструмента следует пользоваться защитными средствами для рук и
глаз.
Чистящие средства могут вредно воздействовать на кожу и глаза, а также
повреждать инструмент или зажимной элемент.
ItalianoFrançaiseEspañolPortuguêsРусский
Использовать только те чистящие средства, которые не оказывают отрицательного
воздействия на материал инструмента, например, средство “Sur-Tec 194” для стали
или “Sur-Tec 143” для алюминия и стали.
Рекомендации по соответствующим средствам для очистки и обслуживания можно
получить у производителя инструментов.
Следует выполнять указания производителя чистящих средств.
Дереворежущие инструменты и зажимные приспособления должны быть
защищены от воздействия влаги во избежание коррозии. Подходящими
средствами являются универсальные масла, например, WD 40 или Ballistol
1.6 Восстановление, внесение изменений, заточка
1.6.1 Общие требования
Работы по восстановлению и внесению изменений разрешается выполнять только
у производителя или в авторизованных сервисных центрах.
Опасность разрушения инструмента.
Разрешается использовать запасные части, полностью соответствующие
требованиям изготовителя инструмента к оригинальным запасным частям.
Необходимо соблюдать допуски на конструктивные элементы, гарантирующие
надежный зажим.
Заточку, восстановительный ремонт и внесение изменений в инструмент
разрешается производить только специалистам с соответствующим опытом
согласно инструкциям производителя.
中文
38 04/2012 ID.524571 V2.0
日本語

Специалисты должны быть осведомлены:
DeutschEnglish
- о современном уровнем развития техники в отношении конструкции и
технического исполнения;
- о национальных инструкциях, а также о соответствующих требованиях и
стандартах по безопасной эксплуатации.
- должны располагать основными необходимыми средствами и способностями для
проведения этих работ.
- и обычных средств и навыков для этой работы.
После каждой заточки, восстановительного ремонта и внесения изменений следует
убедиться, что инструмент отвечает требованиям евростандарта EN 847-1
Если вследствие внесения изменений или напайки новых режущих пластин
изменяются параметры, маркированные на инструменте, то их необходимо
ItalianoFrançaiseEspañolPortuguêsРусский
актуализировать. В маркировку следует добавить наименование и логотип
предприятия, производившего внесение изменений или напайку новых пластин.
1.6.2 Руководство по заточке
Инструкцию по заточке необходимо запросить у производителя инструмента.
中文
3904/2012 ID.524571 V2.0
日本語

1
总信息
DeutschEnglish
刀具符合EN847-1的要求。 在使用刀具之前,请参阅说明书!
1.1
标记
1. 制造商
2. 识别号
3. 最大尺寸
4. 最高运行转速(n max)
5. 进给方式
6. 刀具描述
ItalianoFrançaiseEspañolPortuguêsРусский
7. 切削刃材料
8. 制造商的其它标记
当刀轴或刀柄上装多片刀具时,以其中最低的最
高转速n max.作为极限转速
1.2
切削材料和订货明细
1.2.1
切削刃材料
SP = 合金刀具钢HL = 高合金刀具钢
HS = 高速钢ST = 斯太立合金
HW = 硬质金属HC = 硬质金属,带涂层
DP = 多晶金刚石DM = 单晶金刚石
1.2.2
订货明细
产品名称
尺寸
进给方式
产品编号
齿数
转速
1.3
预订用途
1.3.1
RPM n / n max.
必须保持刀具上标明的转速范围”n”,且不允许超过指定的最大转速范围”max n”。
1.3.2
使用类别和工作方式
请参照机器制造厂商对刀具使用参数的说明。
中文
刀具只能用于所标识的供给类型。
40 04/2012 ID.524571 V2.0
日本語
